简体中文
简体中文
2022.12.16
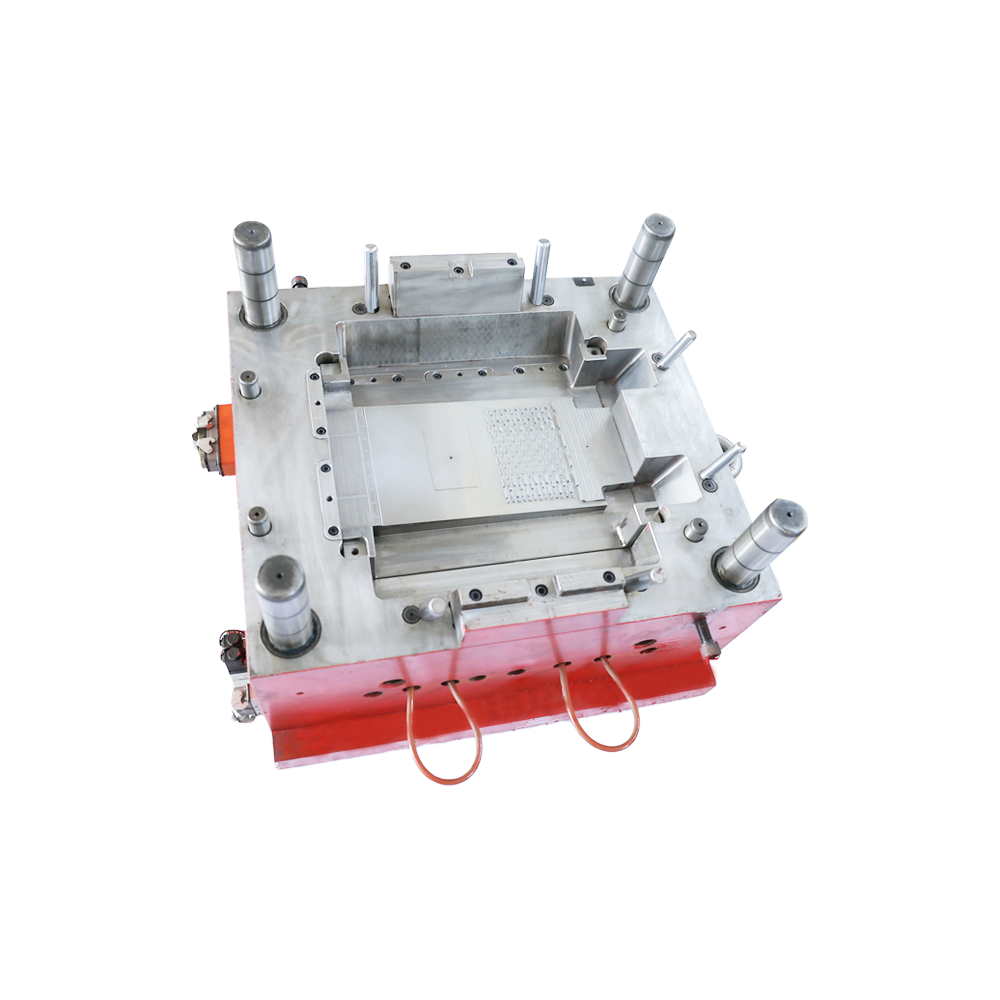
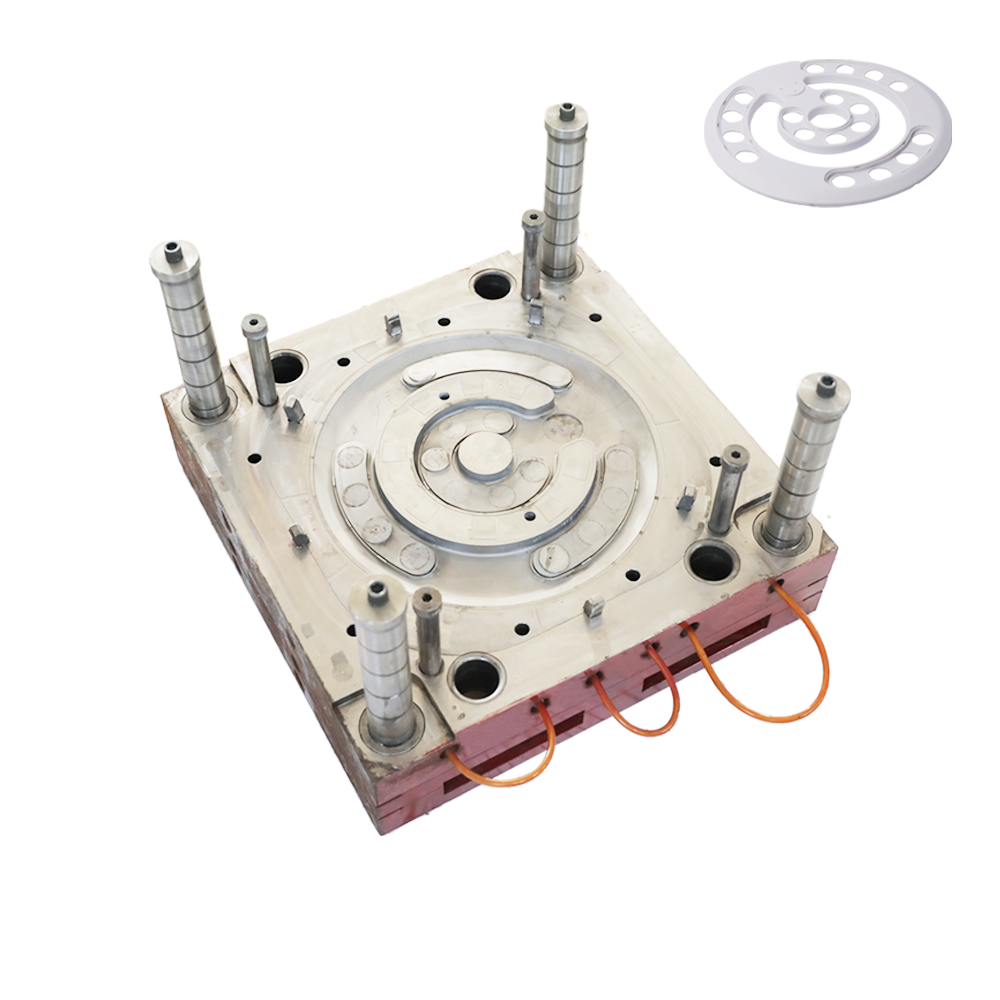
How to Select Material for Stamping Die Economically and Effectively
Stamping die is a special process equipment for processing materials (metal or non-metal) into parts (or semi-finished products) in cold stamping processing, which is called cold stamping die (commonly known as cold stamping die). Stamping is a kind of pressure processing method to obtain the required parts by applying pressure on the materials with the die installed on the press at room temperature to cause separation or plastic deformation.The modernization of mold design and manufacturing is the basis for the development of mold industry. With the development of science and technology, computer technology, information technology, automation technology and other advanced technologies continue to penetrate, intersect and integrate with traditional manufacturing technologies, and transform into advanced manufacturing technologies.Reasonable selection of die materials and correct heat treatment process are the key to ensure the life of the die. For molds for different purposes, comprehensive consideration shall be given to their working conditions, stress conditions, processing material properties, production batches and productivity., Emphasize the above requirements, and then select the steel type and heat treatment process accordingly.When the production batch of stamping parts is large, the punch and die materials of the working parts of the die should be die steel with high quality and good wear resistance. The materials of other process structural parts and auxiliary structural parts of the die shall also be improved accordingly. When the batch size is small, the requirements for material properties should be appropriately relaxed to reduce costs.Stamping die uses various metal and non-metallic materials, mainly including carbon steel, alloy steel, cast iron, cast steel, hard alloy, low melting point alloy, zinc base alloy, aluminum bronze, synthetic resin, polyurethane rubber, plastic, birch laminate, etc.The materials used for making moulds shall be of high hardness, high strength, high wear resistance, appropriate toughness, high hardenability, no deformation (or small deformation) after heat treatment, no cracking during quenching, etc.When the material to be punched is hard or has large deformation resistance, the punch and die of the die shall be made of materials with good wear resistance and high strength. When drawing stainless steel, aluminum bronze master die can be used because of its good adhesion resistance. However, the guide post and guide sleeve require wear resistance and good toughness, so the surface carburizing and quenching of low carbon steel are often used.Another example is that the main defect of carbon tool steel is poor hardenability. When the cross section size of a die part is large, its central hardness is still low after quenching. However, when working on a press with a large number of strokes, it becomes an advantage due to its good impact resistance. For the fixed plate and unloading plate parts, not only should they have sufficient strength, but also the deformation should be small in the working process.In addition, cold treatment and cryogenic treatment, vacuum treatment and surface strengthening can also be used to improve the performance of die parts. For cold extrusion dies with poor working conditions of male and female dies, die steel with sufficient hardness, strength, toughness, wear resistance and other comprehensive mechanical properties shall be selected, and at the same time, it shall have certain red hardness and thermal fatigue strength.
Read More