简体中文
简体中文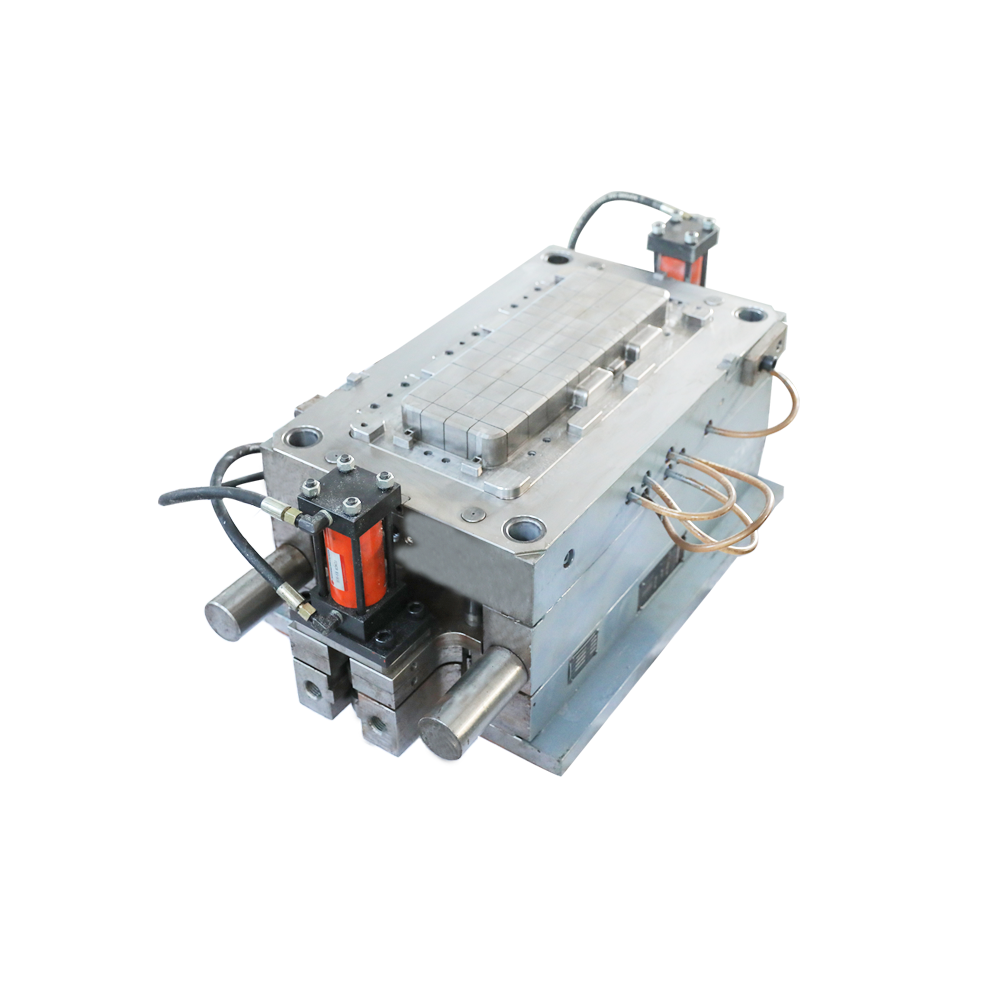
2022.07.01
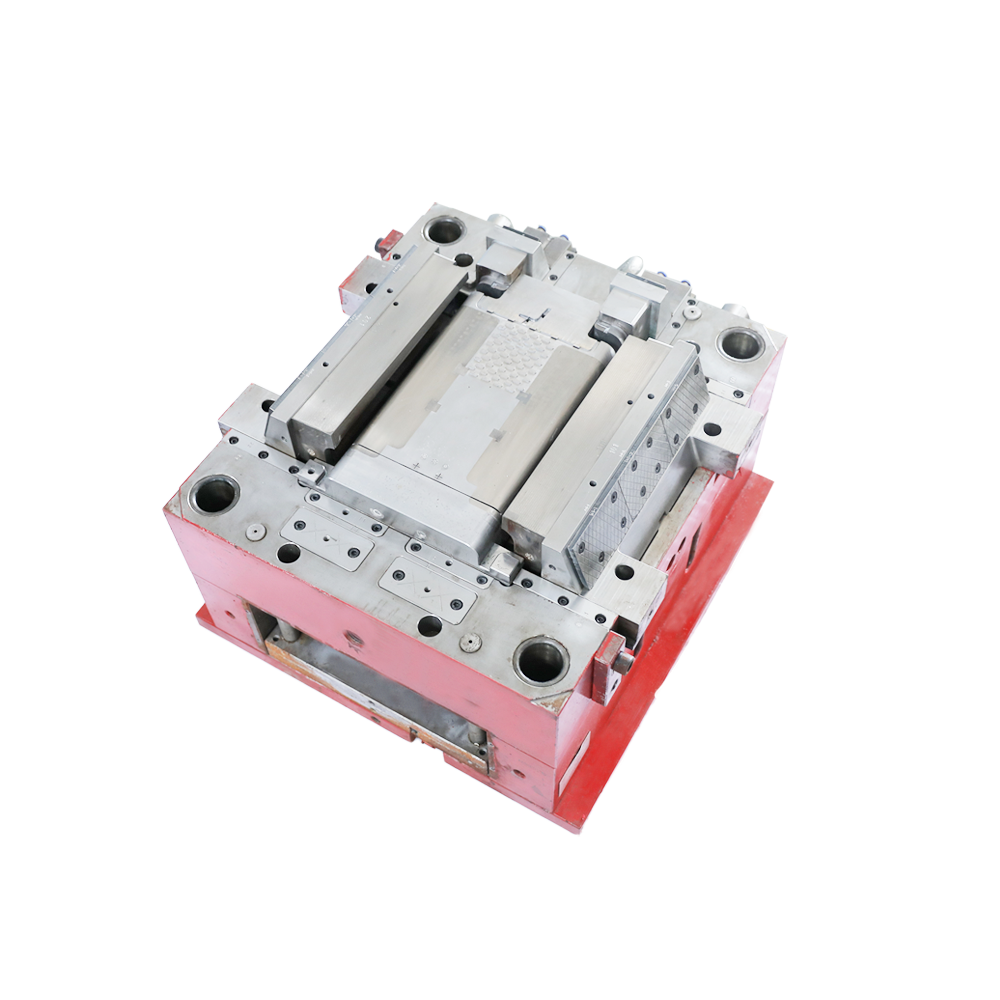
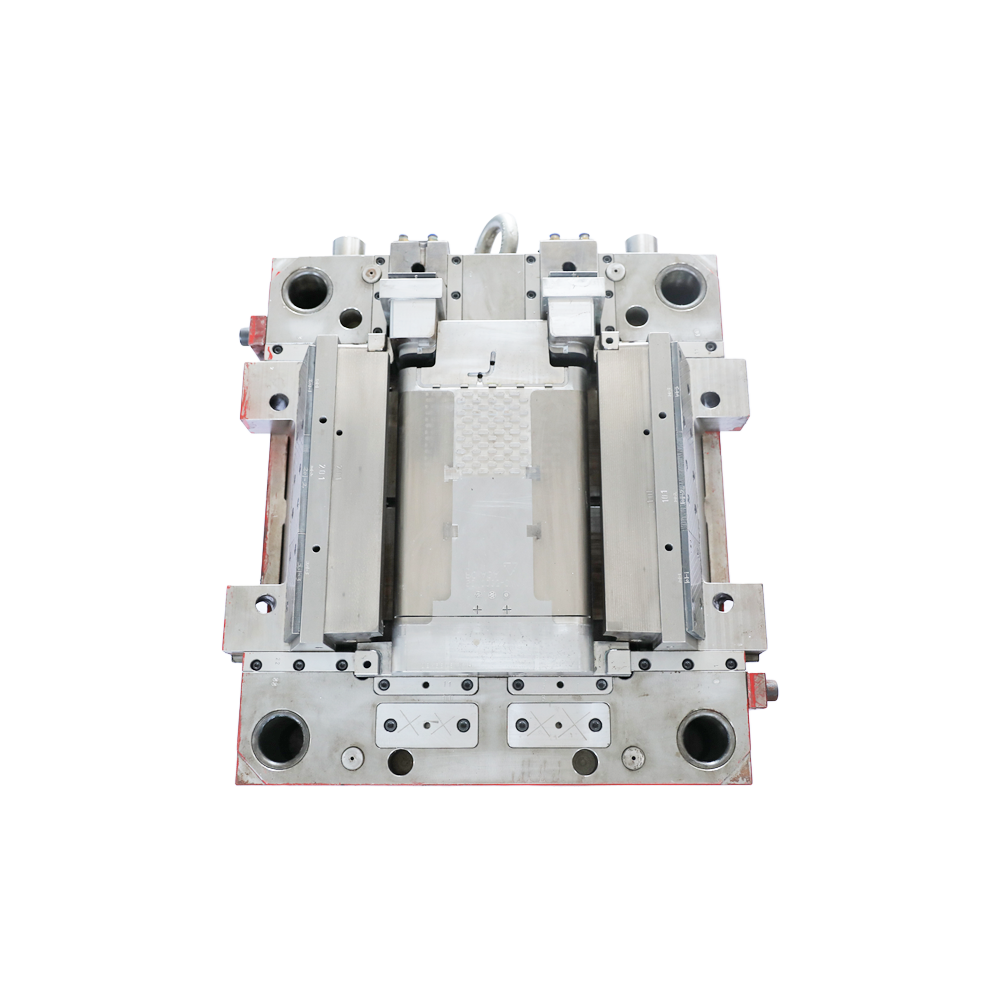
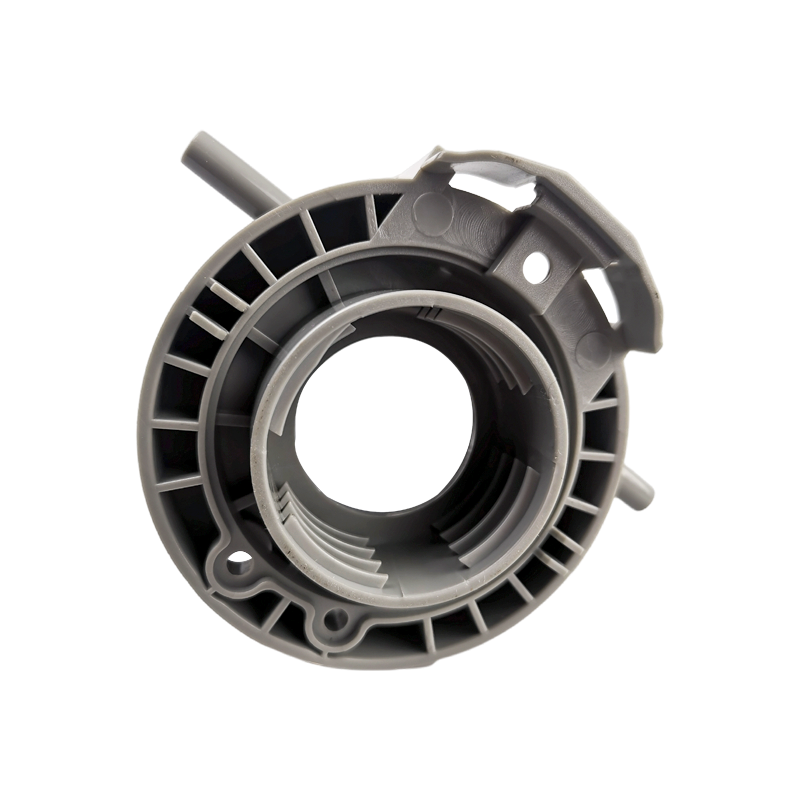
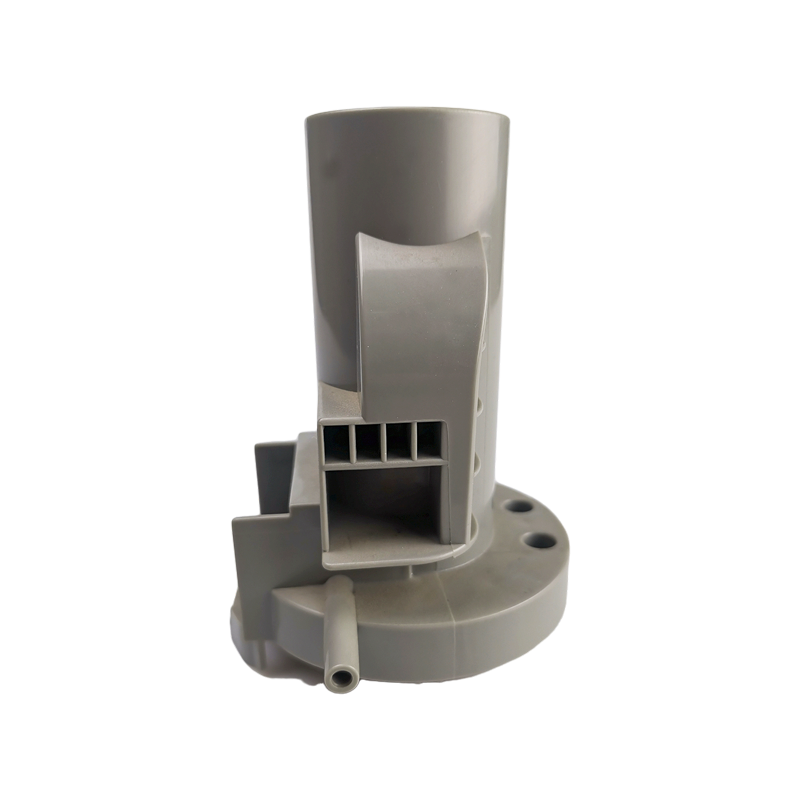
Mold heat treatment precautions
1) Strictly control the inherent quality of mold raw materials2) Improve the forging and spheroidizing annealing process, eliminate the network, ribbon and chain carbides, and improve the uniformity of the spheroidized structure.3) After machining or cold plastic deformation, the mold should be subjected to stress relief annealing (>600℃) before heating and quenching.4) For molds with complex shapes, asbestos should be used to block threaded holes, dangerous sections and thin walls should be wrapped, and graded quenching or isothermal quenching should be used.5) Annealing or high temperature tempering is required when repairing or refurbishing the mold.6) The mold should be preheated during quenching and heating, and pre-cooling measures should be taken during cooling, and an appropriate quenching medium should be selected.7) The quenching heating temperature and time should be strictly controlled to prevent overheating and overburning of the mold.8) After the mold is quenched, it should be tempered in time, and the holding time should be sufficient. The high-alloy complex mold should be tempered 2-3 times.9) Select the correct grinding process and suitable grinding wheel.10) Improve the mold EDM process and perform stress relief tempering.Suzhou Wellhong Electric Co., Ltd. is a professional manufacturer of precision molds , injection molding, assembling and silk-printing. Some moulds are exported to Japan, Europe and the United States. We have the right to import and export the goods. mold company can develop and manufacture the moulds according to the needs of our customers. We pay attention to quality control, new project development, personnel training, team spirit. In recent years, we have established long-term business relationships with many well-known enterprises at home and abroad.
Read More