2023.01.13
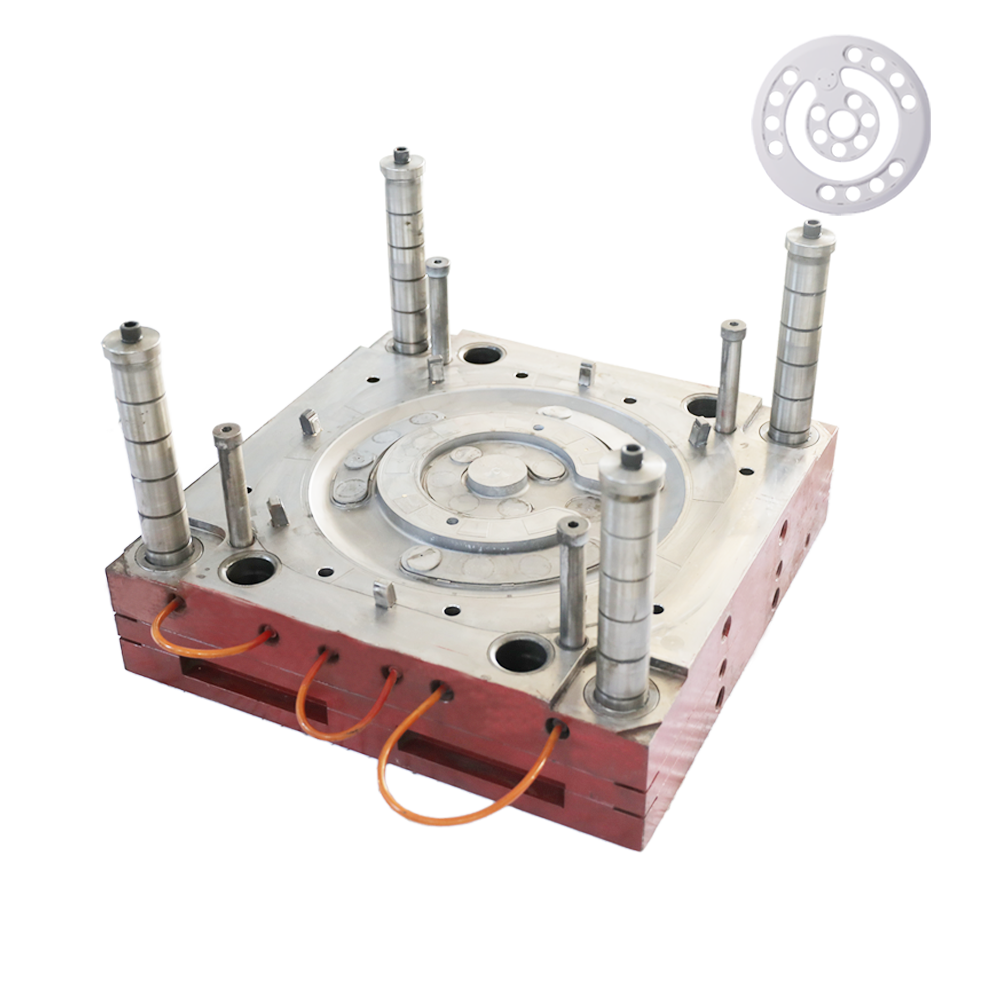
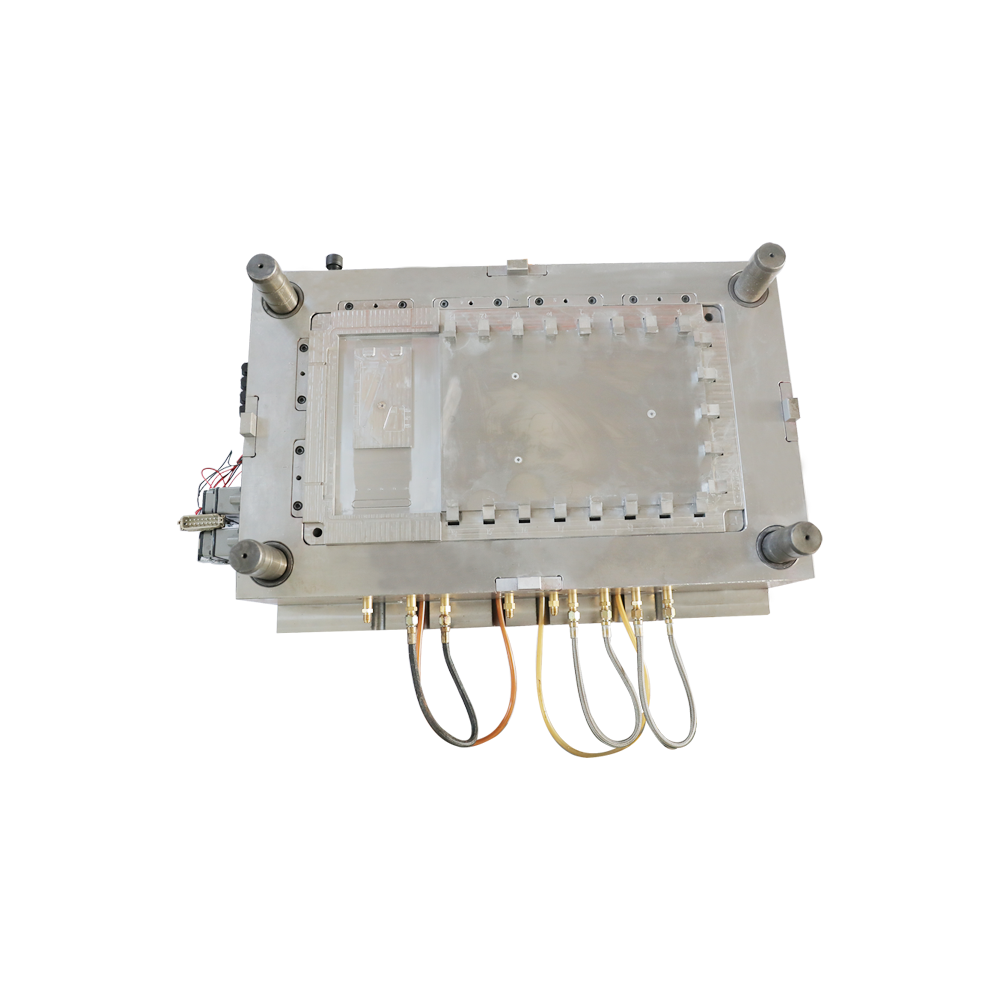
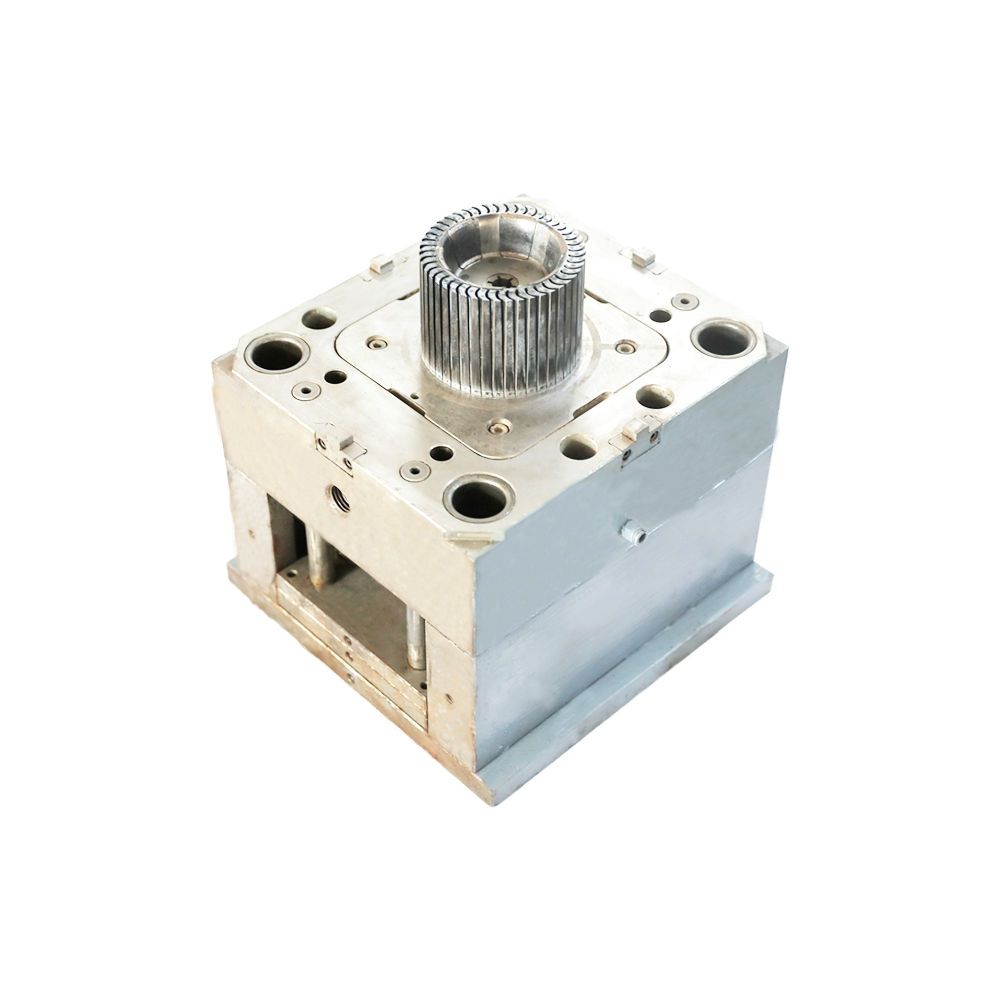
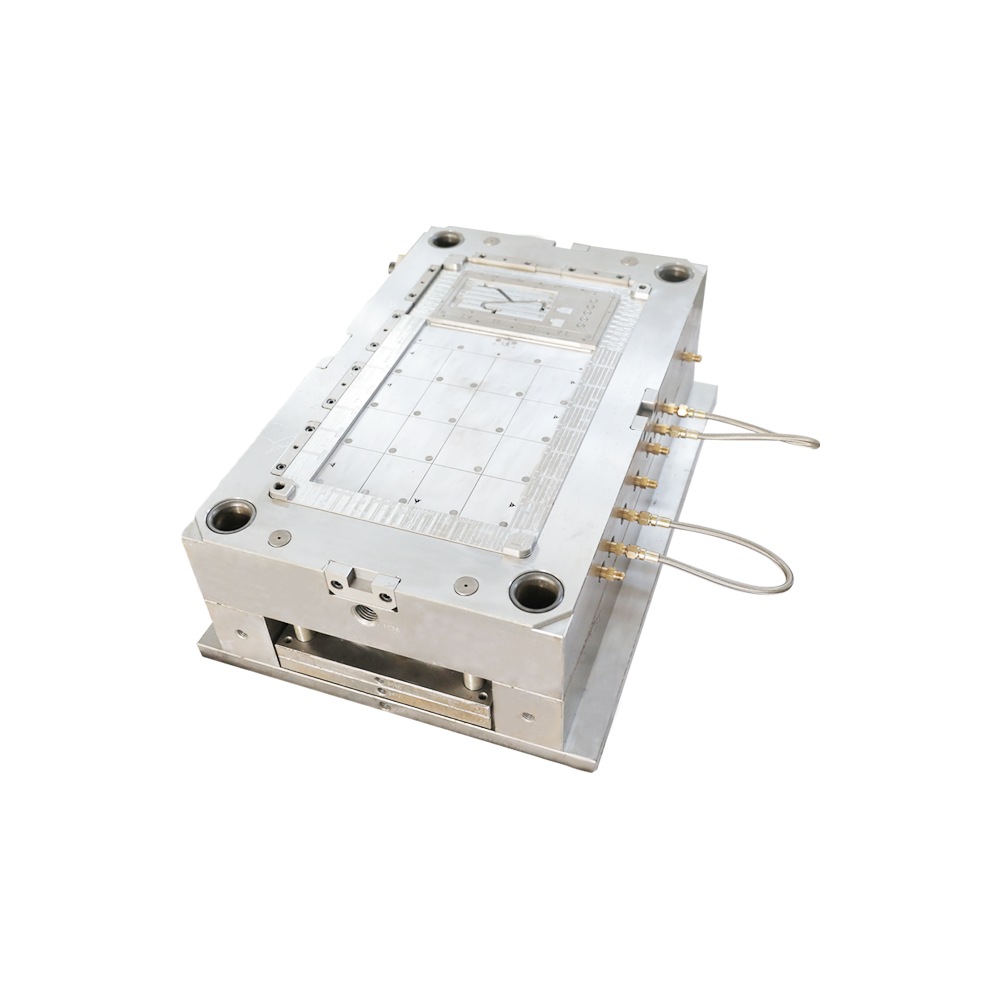
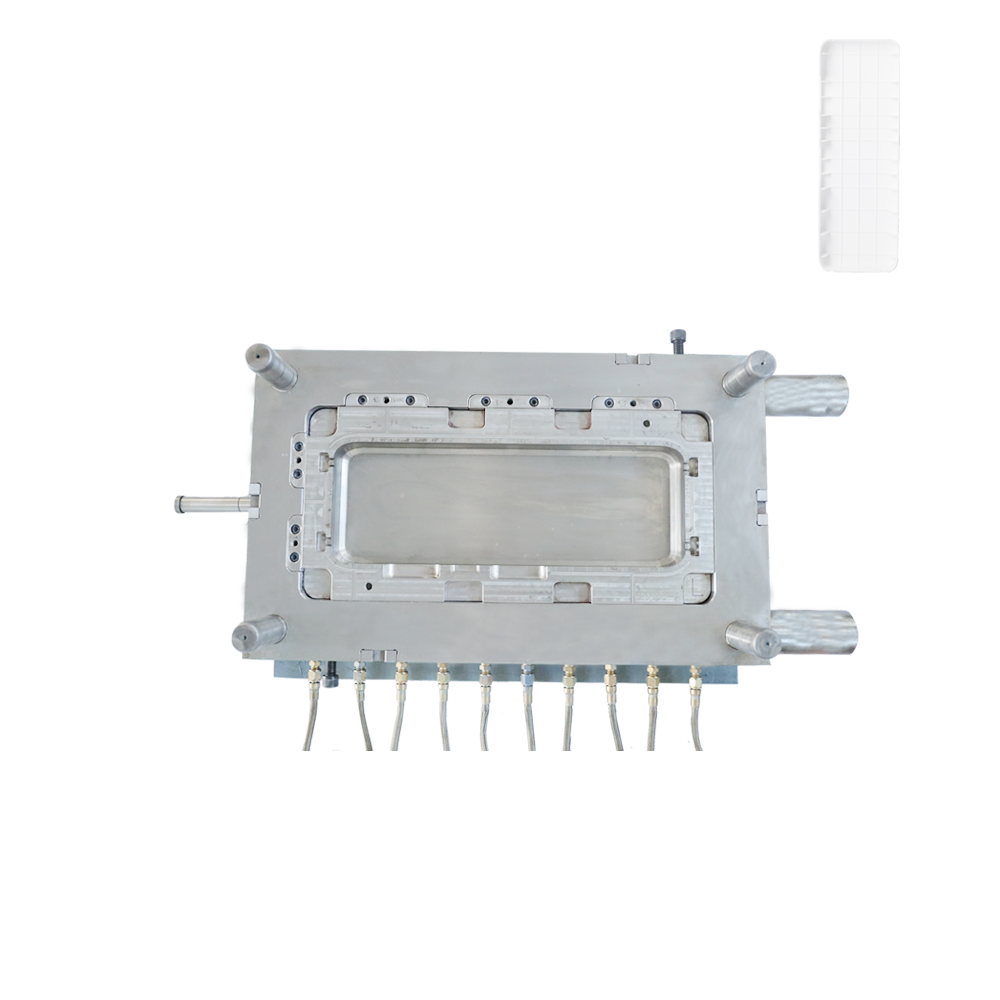
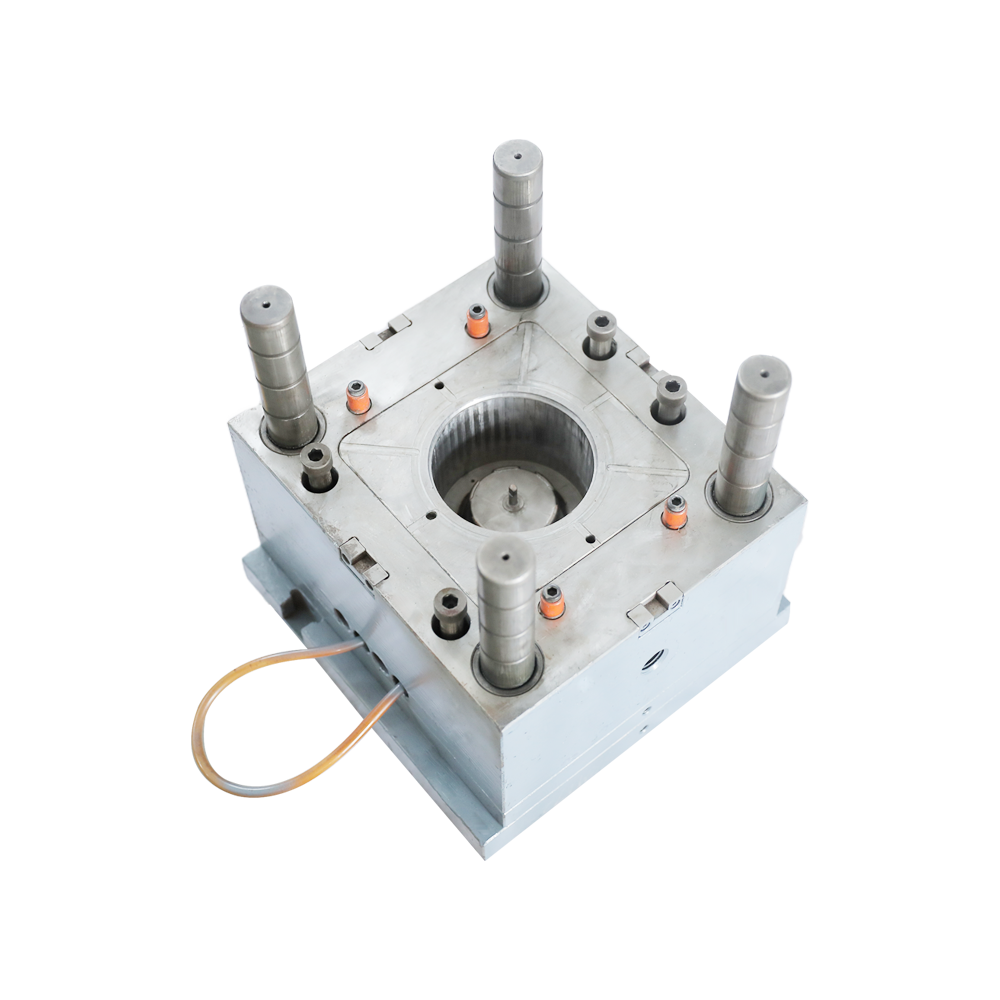
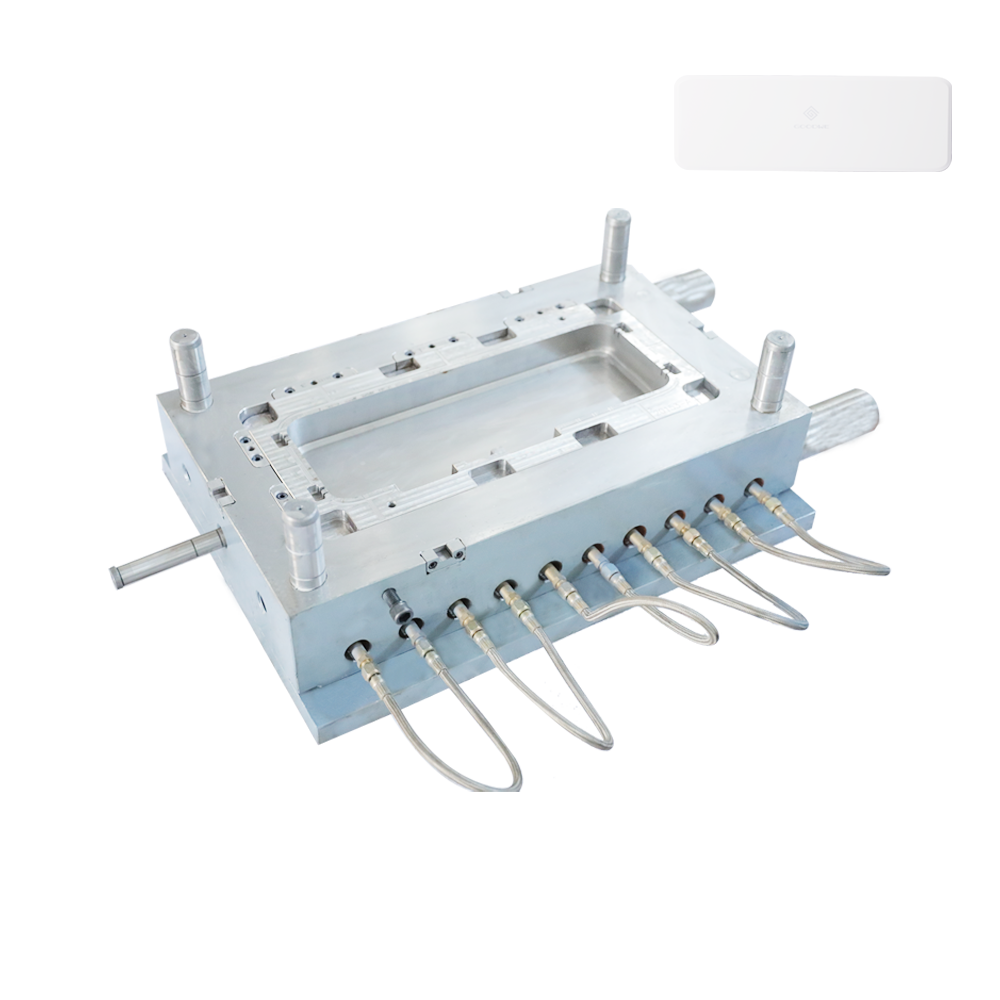
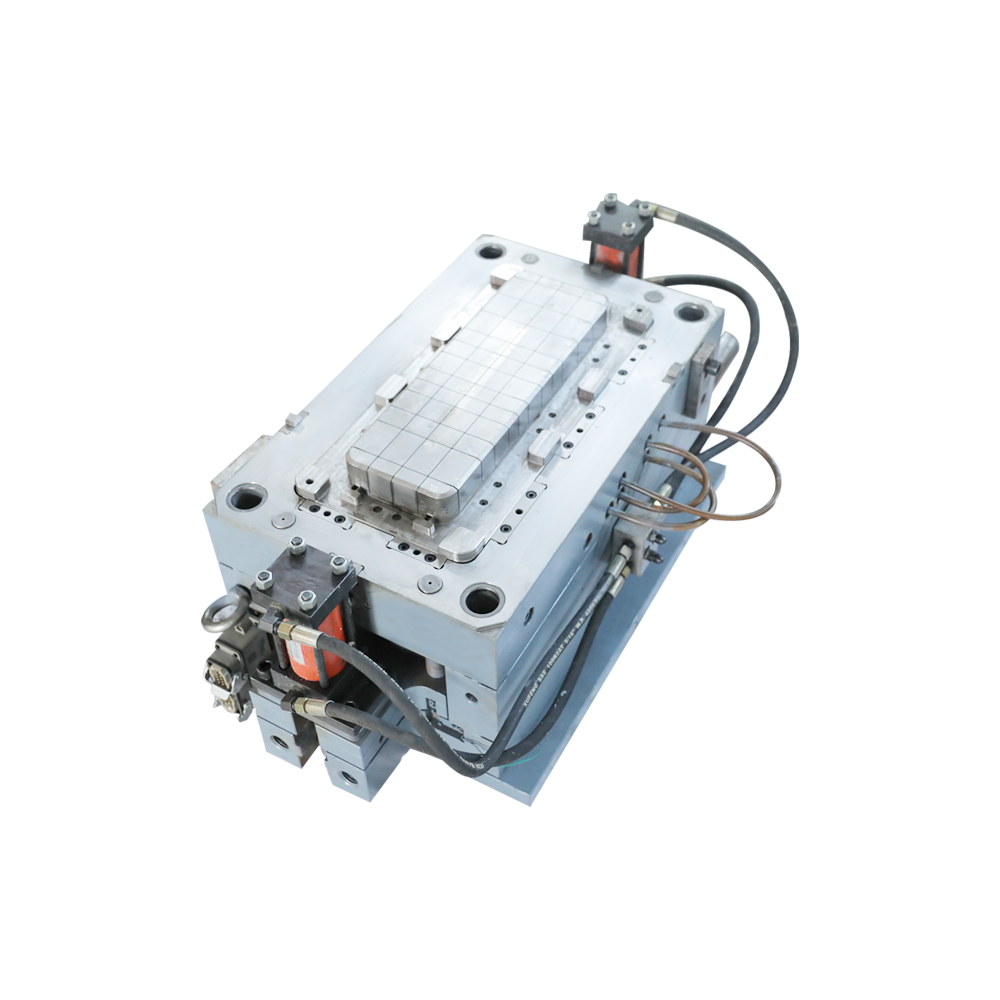
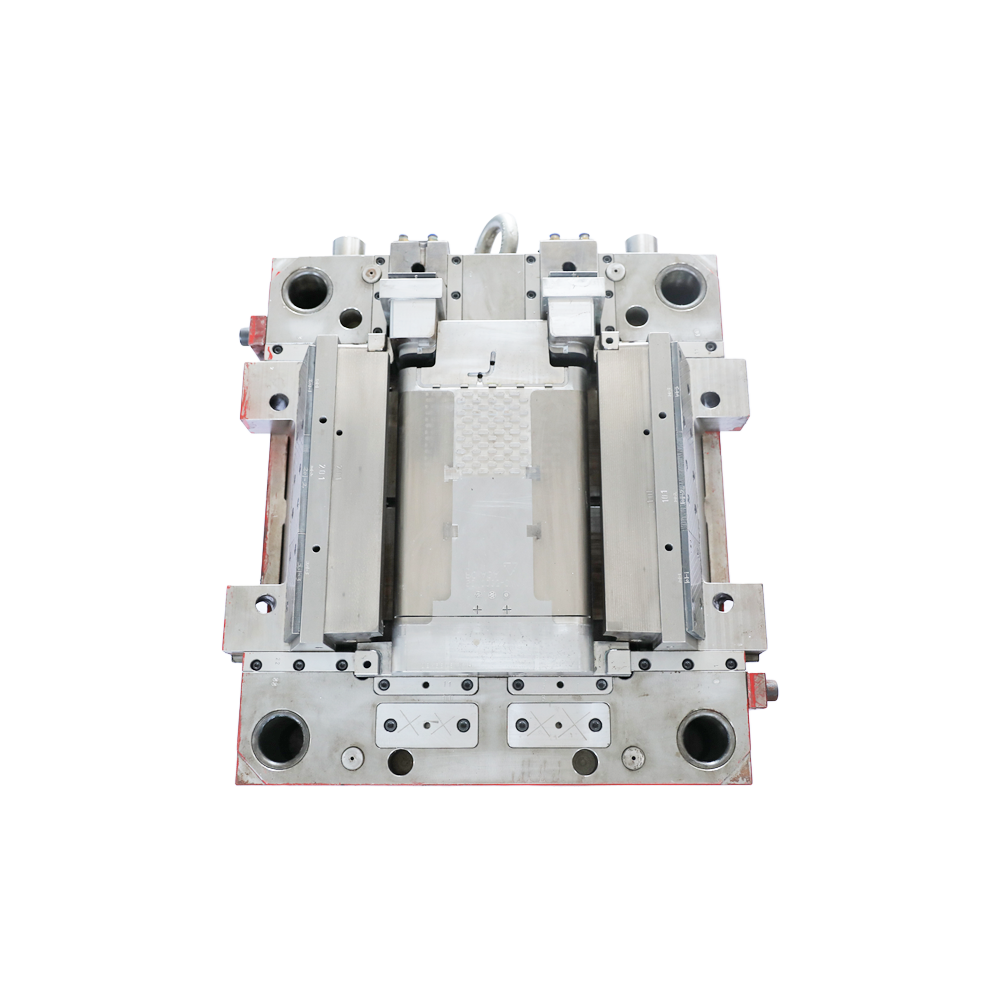
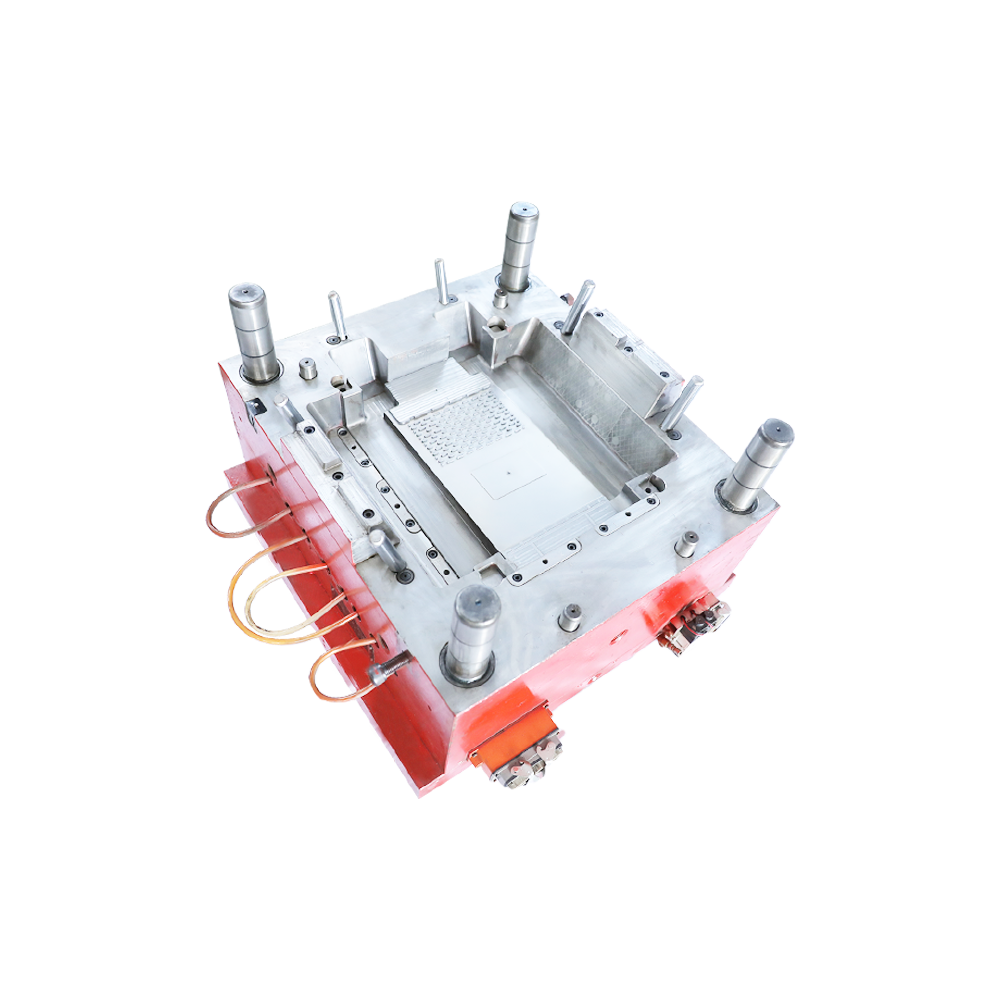
Continuous die refers to the cold stamping die in which the press uses strip stamping raw materials to complete multiple stamping processes at the same time with several different stations on a pair of die in one stamping stroke. The strip moves at a fixed distance once after each stamping of the die, until the product is completed.1. Maintenance of punch and dieWhen disassembling the punch, pay attention to the original state of the die, so as to facilitate the recovery during subsequent die installation. If there is a gasket or displacement, the thickness of the gasket shall be engraved on the part and recorded. When replacing the punch, try to insert the demoulding die smoothly, try to find out whether the gap between the insert and the die is even, and try to find out whether the gap between the insert and the punch is even when replacing the die.In view of the fact that the punch becomes shorter after grinding, when the gasket reaches the required length, it is necessary to check whether the effective length of the punch is sufficient. Replace the broken punch, find out the cause, and check whether the corresponding female die has broken edges and needs edge grinding. When assembling the punch, check whether there is enough clearance between the punch and the fixed block or fixed plate. If there is a pressing block, check whether there is movement allowance. The assembly mould shall be placed horizontally, and then placed with a flat iron block. If a copper bar is used to knock the mould surface in place, the bottom of the mould shall be chamfered. After installation, check whether the mold surface is flush with the mold surface. After the assembly of the male mold and the female mold core, it is necessary to check the protective belt, whether all parts are installed incorrectly or reversely, whether the female mold and the female mold pad are installed reversely, whether the blanking hole is blocked, whether the newly replaced parts need to steal materials, whether the stealing materials are sufficient, and whether the parts that need to be locked are locked.Pay attention to the locking confirmation of the release screw. When locking, the cross locking shall be from the inside to the outside with balanced force. Do not lock one screw first and then the other screw, so as not to cause the formwork to fall off and tilt, causing the punch to break or the die precision to drop.2. Maintenance of formwork removalYou can use two screwdrivers to pry up the formwork evenly, and then use both hands to balance it out. When it is difficult to disassemble, check whether the mold is clean, whether the locking screws are all disassembled, and whether the mold damage caused by the material shadow should be blocked. After finding out the cause, carry out the corresponding treatment. Do not handle blindly. When assembling the demoulding, first clean the punch and demoulding, add lubricating oil to the guide column and the guide of the punch, and then put them in place smoothly, then press them in place with both hands, and repeat several times. If it is too tight, find out the cause (whether the guide pillar and guide sleeve guide are normal, whether each part is damaged, whether the newly replaced punch can smoothly pass the template removal, and whether the position is correct), and then make corresponding treatment. If there are pressing blocks on the fixed plate, check whether there is enough space for stripping the back plate. The material contact surface between the demoulding and the concave die is pressed for a long time to produce an indentation. When the indentation is serious, it will affect the pressing accuracy of the material and cause the product size to be abnormally unstable. The stripper insert and stripper plate need to be repaired or reground. The accuracy of the contour sleeve should be checked. If the profile is not equal, the template will tilt, and its precision guidance and stable spring function will be damaged, which should be maintained.3. Inspection of guide partsCheck the fit clearance between the guide post and the guide sleeve, whether there are burns or wear marks, and whether the oil supply status of the mold guide rail is normal. The wear of the guide parts and the damage of the precision reduce the precision of the mold. The mold parts will have problems. They must be properly maintained and replaced regularly. Check the accuracy of the material guide. If the guide pin is worn, it will lose the accuracy and function of the belt guide and must be replaced. Check the condition of release spring and ejector spring to see if they are broken or not broken after long-term use, but they have lost their original strength due to fatigue, so they must be regularly maintained and replaced, otherwise they will cause damage to the mold or make the production not smooth.4. Adjustment of die clearanceThe die positioning hole is worn due to frequent assembly of die cores, resulting in large gap (loose after assembly) or uneven gap (positioning deviation) after assembly, which will lead to poor section shape after punching, and the punch is easy to break, burr, etc. Proper clearance adjustment can be made by checking the cross section after stamping. Small, small section, large clearance, large section, large burr, reasonable clearance can be obtained through displacement, and appropriate records shall be made after adjustment, or marks shall be made on the edge of the mold., It is used for subsequent maintenance operations. In daily production, when the mold is in good condition, attention should be paid to collecting and preserving the original material belt. If the subsequent production is not smooth or the mold is changed, it can be used as a reference for mold maintenance. In addition, check and maintain the wear of the ejector pin and other auxiliary systems, whether the ejector pin can eject materials, and whether the guide pin and bushing are worn.
Read More



 简体中文
简体中文