��������
��������
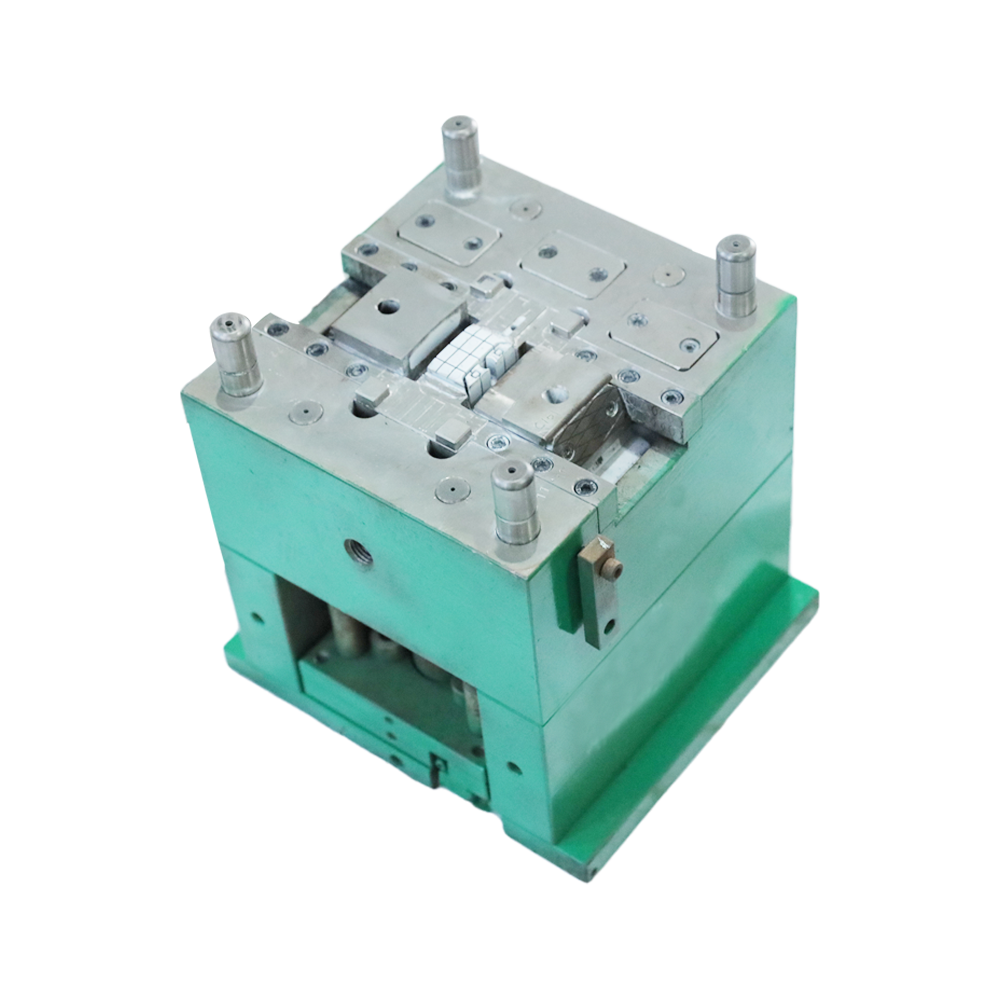
Stamping die is a special process equipment for processing materials (metal or non-metal) into parts (or semi-finished products) in cold stamping process, which is called cold stamping die (commonly known as cold stamping die). Stamping is a pressure processing method that uses the mold installed on the press to exert pressure on the material at room temperature to make it separate or plastic deformation, so as to obtain the required parts.
abrasion
The wear caused by frequent friction between the convex and concave dies of cold stamping dies and the processed materials for a long time. Due to the long time friction between the convex and concave dies and the processed materials, the large number of parts processed for a long time, the excessive burr (excessive gap) of the blanking parts, and the small gap between the convex and concave dies are all important reasons for the wear of the convex and concave die blade. For example, the convex and concave die edges become blunt, and the edges and corners become rounded.
deformation
The convex and concave dies of the cold stamping die have shape deformation during use, which changes the geometric shape of the processed product parts, thus affecting the dimensional accuracy and shape requirements of the processed parts. This is the opposite of the fracture situation. The main reason is that the quenching hardness of the convex and concave dies is not enough or the quenching hardness layer is too shallow during the heat treatment process, which causes the geometric deformation of the convex and concave dies during the stress process.
crack
The sudden damage, fracture and crack of the convex and concave dies of the cold stamping die in the process of use. Because the convex and concave dies of the die are the parts of the die that bear a lot of punching pressure during the stamping process, the convex and concave dies of the die will break during the stamping process. The main reasons are: improper heat treatment processing (too hard quenching or too deep hardness layer), too small design gap, etc. will cause the damage, fracture and fracture of the convex and concave dies of the die. Some of the broken dies and dies are locally damaged, and we can continue to use them after repair. Some of the broken dies and dies are relatively large or completely damaged and cannot be repaired. We have to configure new dies or dies according to the drawing design before use.
Gnaw
The adjustment and assembly of the gap between the male and female dies of the cold stamping die is uneven, and the adjacent edges of the male and female dies bite each other, causing the edge of the male and female dies to bite. For example, in the process of die assembly, the position of the male and female die is offset and the gap is uneven. When installing the die without guide, the gap between the male and female die is not adjusted properly, and the male and female die bite each other.
 +86-15995701933
+86-15995701933 [email protected]
[email protected]- OEM Plastic Mould Manufacturers