��������
��������
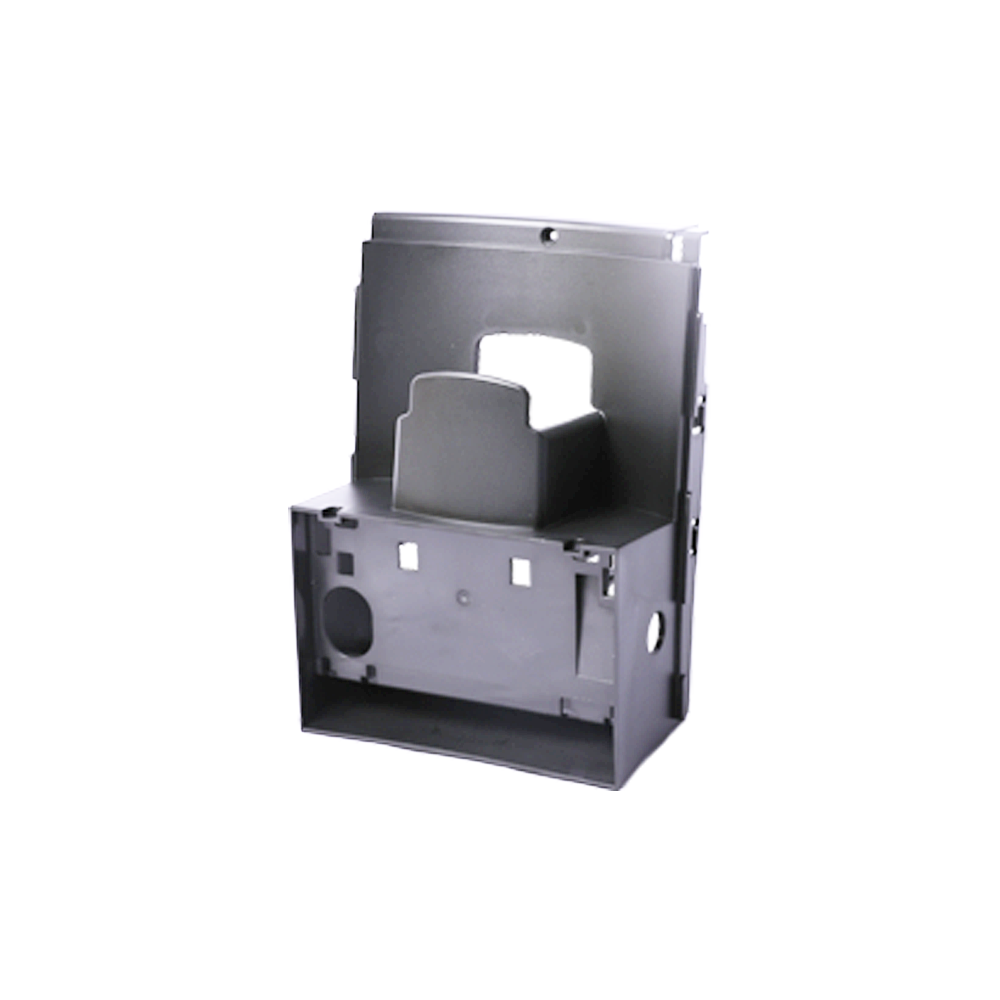
Stamping forming process is a processing method of forming workpieces with required shape, size and performance by applying external force to plates, pipes, etc. fixed in the mold by the press to make them deform or separate.
Stamping process is characterized by fast speed and large batch. Stamping die is used for stamping. In high-speed batch production, the structure and precision of stamping die can directly affect the quality and production efficiency of stamping parts.
In the prior art, due to the strong specificity of the stamping die, when the product structure is relatively complex and multiple processes such as blanking, drawing and bending are required, different dies are often used to achieve the corresponding processes; This requires the development of multiple sets of molds, which leads to the lack of close connection between processes and reduces production efficiency.
In view of the shortcomings of the prior art, the utility model aims to provide a thick material continuous stamping die, which has high production efficiency of completing multiple processes in a stamping process.
To achieve the above purposes, the utility model provides the following technical solutions:
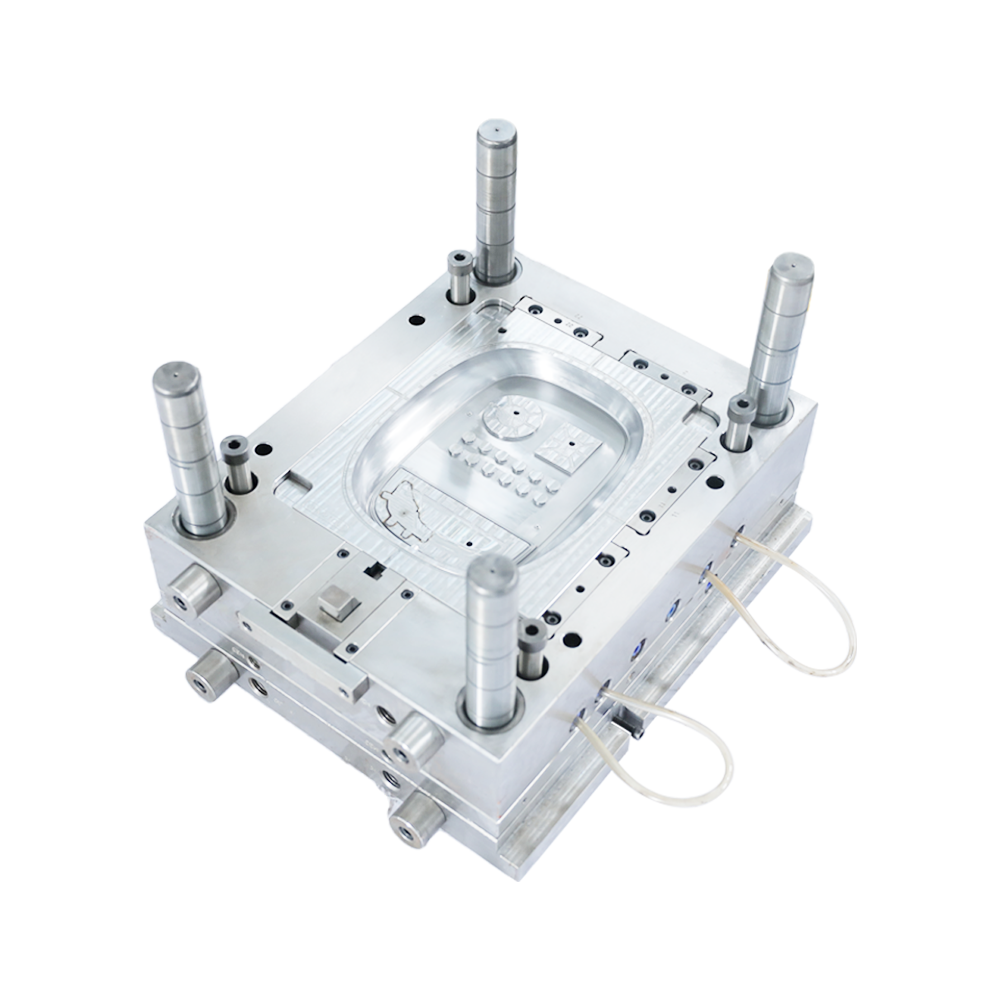
A thick continuous stamping die comprises an upper die base and a lower die base; The upper mold base is fixedly connected with an upper base plate, and the upper base plate is fixedly connected with an upper splint; The lower mold base is fixedly connected with a lower base plate; The utility model is characterized in that: the utility model also comprises a middle template;
The middle template is connected with the upper splint through a contour sleeve assembly, and an elastic member that abuts the middle template is fixed on the upper template seat; A number of stripper plates are fixedly connected to the middle template, and a number of punch components penetrating the middle template and stripper plates are fixed on the upper clamping plate; The lower base plate is fixedly connected with a lower template equal to the stripper plate; When the mold is closed, the stripper plate and the lower template press the metal strip tightly.
In this way, the upper clamping plate is used to fix the punch assembly, and the setting of the upper and lower base plates makes the force of the middle template, stripper plate and lower template more uniform during the stamping process;
When the die is closed, the punch components threaded on each stripper plate complete different stamping processes for metal strips at the same time; The elastic part is arranged so that the middle template is separated from the upper clamping plate when opening the mold, so that the stripper plate scrapes the metal strip off the punch assembly; So as to improve the production efficiency.
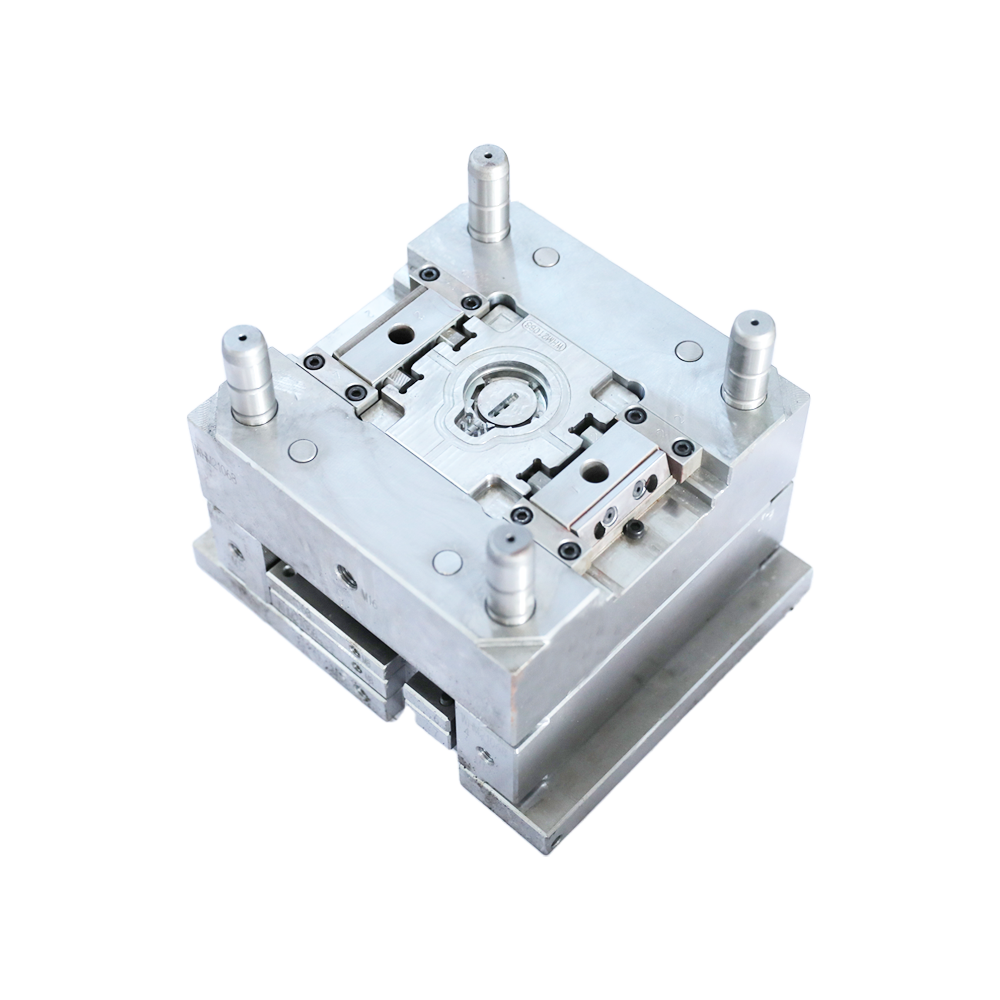
Further setting: the punch component comprises a punching punch and a drawing punch; The lower template is provided with a blanking hole for the punching punch to pass through, the lower template is provided with a female die entry block, and the female die entry block is provided with a forming hole for the drawing punch to extend into.
In this way, the punching punch and the drawing punch are set to punch and extrude the metal strip in one stamping process, thus improving the processing efficiency.
 +86-15995701933
+86-15995701933 [email protected]
[email protected]- OEM Plastic Mould Manufacturers