��������
��������
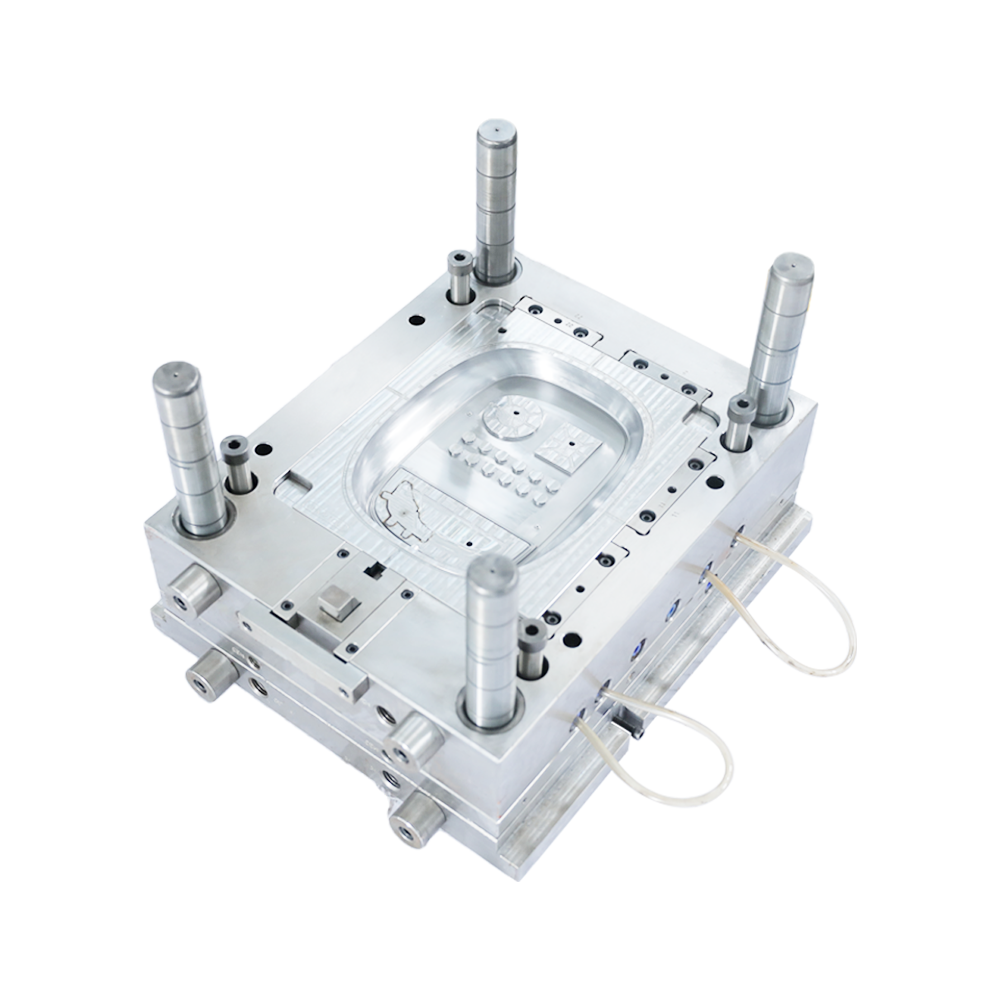
Stamping is one of the forming production processes for large quantities of parts. Mold failure is the most common problem in stamping production, which often causes production stoppage and affects the production cycle of products. Therefore, it is necessary to find the cause of mold failure as soon as possible and maintain it reasonably.
What are the reasons for the jumping chips and crushing of the stamping parts in the stamping die factory, and what countermeasures should be taken?
The causes of chip jumping and crushing of die stamping parts and the corresponding countermeasures are as follows:
1) When the clearance is too large, control the machining accuracy of the punch and die or modify the design clearance;
2) In case of improper feeding, trim the tape and clean the mold in time when it needs to be sent to the proper position;
3) The stamping oil drops too fast, and the oil is sticky. Control the amount of stamping oil drops or change the oil type to reduce the viscosity;
4) The mold is not demagnetized, and it must be demagnetized after study (more attention should be paid to the iron stamping materials);
5) The punch is worn and scraps are attached to the punch, so the punch knife edge needs to be studied;
6) If the punch is too short and the length of the inserted die is insufficient, the length of the punch blade into the die shall be adjusted;
7) The material is hard and the punching shape is simple. Ejectors can be installed on the end face of the punch edge or chamfers or arcs can be trimmed to reduce the fitting area between the end face of the punch edge and the chips
The emergency measures are:
Reduce the sharpness of the die edge, reduce the amount of research and study on the die edge, increase the roughness (coating) of the straight edge surface of the die, use a vacuum cleaner to absorb waste materials, reduce the impact speed, and slow down chip jumping.
 +86-15995701933
+86-15995701933 [email protected]
[email protected]- OEM Plastic Mould Manufacturers