��������
��������
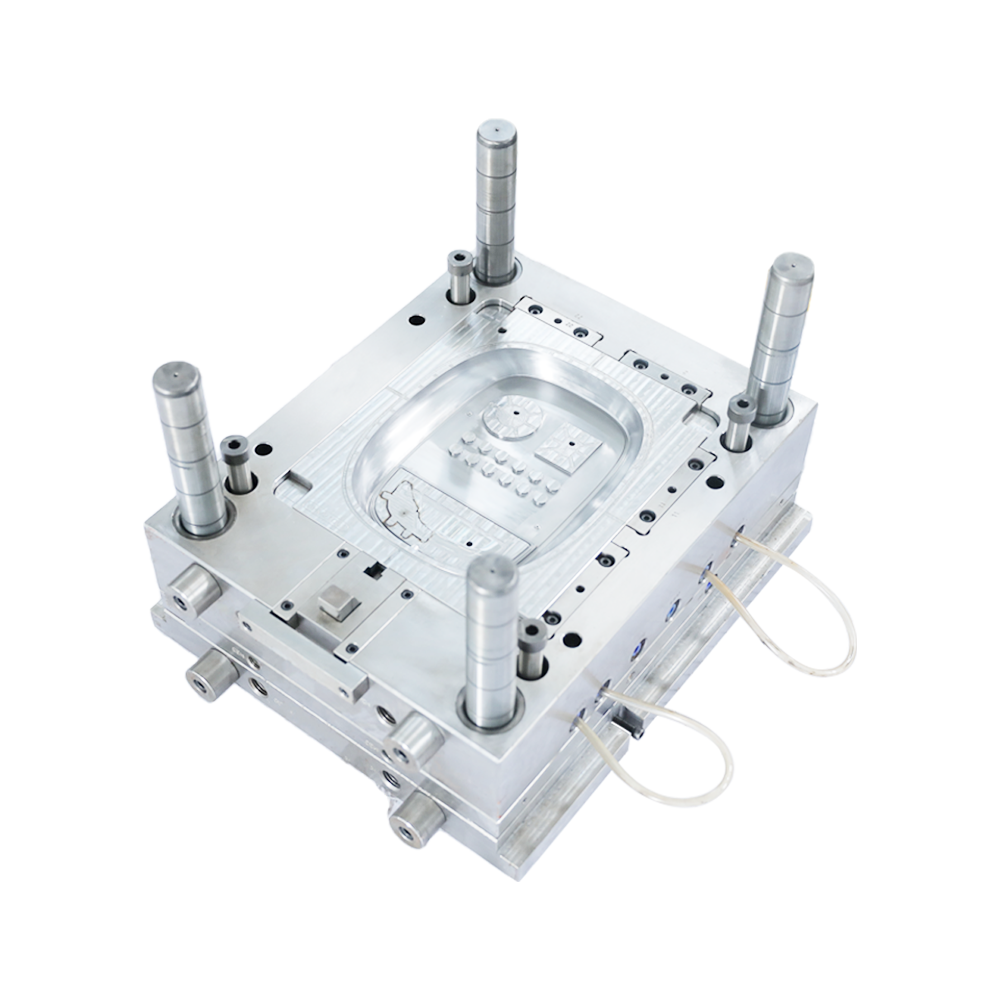
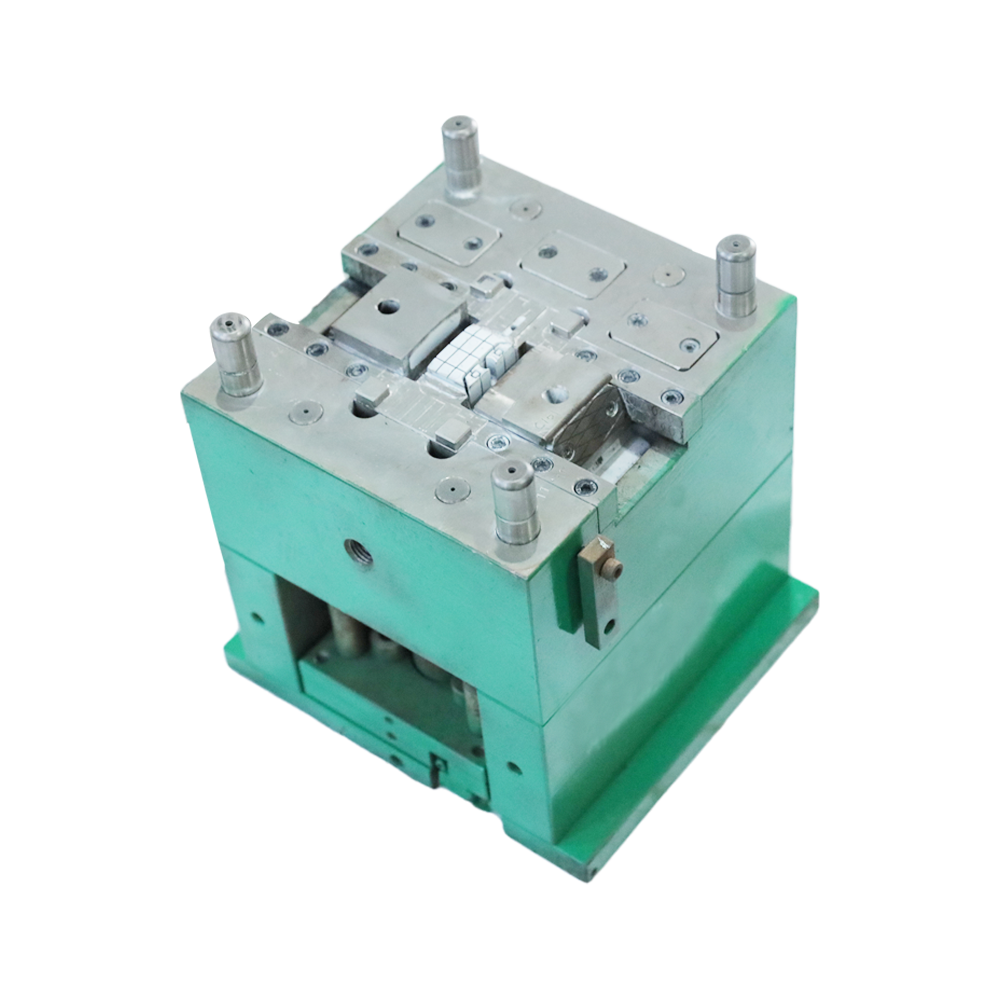
Stamping die is a special process equipment that processes materials (metal or non-metal) into parts (or semi-finished products) in cold stamping, called cold stamping die (commonly known as cold stamping die).
The mold gap is too small. Generally, the total gap of Jianhan molds is 20% and 25% of the material plate thickness.
The alignment of the convex and concave molds is not good, including the lack of precision of the mold base, the mold guide components and the turret sleeve, which cause the mold to be bad for the towel parts.
The temperature of the punch is too high, mainly due to the overheating of the punch caused by the continuous long-term stamping of the same die.
Improper mold sharpening method results in mold annealing and increased wear.
Local unilateral punching, such as nibbling, punching or shearing, the lateral force of aluminum alloy door and window fittings will cause the punch to deviate to one side, and the clearance of this side will be reduced, resulting in serious mold wear. If it is too high, it will cause the punch to deflect over the upper die, causing damage to the punch and die.
The material of the mold will cause the rebound of the scrap, and its related factors:
The sharpness of the die edge, the larger the fillet of the edge, the easier it is to cause the waste to rebound.
The input modulus of the mold and the input modulus of each upper position of the machine tool are certain, and the mold modulus is small, which is easy to cause waste to rebound.
The gap of the mold is reasonable. If the gap of the mold is not suitable, it is easy to cause the waste to rebound.
Whether there is more oil on the surface of the processed sheet.
The spring is fatigued and damaged.
The method to prevent mold with material:
Use a special anti-tape material die. Aluminum alloy door and window accessories
Molds are often sharpened and demagnetized.
Increase the die gap.
The oblique edge n die is used instead of the flat edge die.
The mold installs the ejector.
Reasonably increase the input modulus of the mold.
Check the fatigue strength of the die spring or discharge sleeve.
Die alignment problem
When the mold is in use, the wear amount on each side of the punch is different, and some parts have large scratches and wear faster. This situation is especially obvious on narrow rectangular molds. The main reasons for this problem are:
The machine tool turret design or machining accuracy is insufficient. The main reason is that the alignment of the upper and lower turntables and the mold mounting seat is not good.
The design of the mold or the addition of precision cannot meet the requirements.
The precision of the guide sleeve of the die punch is not enough.
Improper selection of die gap.
Die mounts or die guide bushes are not well aligned due to long-term wear and tear.
 +86-15995701933
+86-15995701933 [email protected]
[email protected]- OEM Plastic Mould Manufacturers