��������
��������
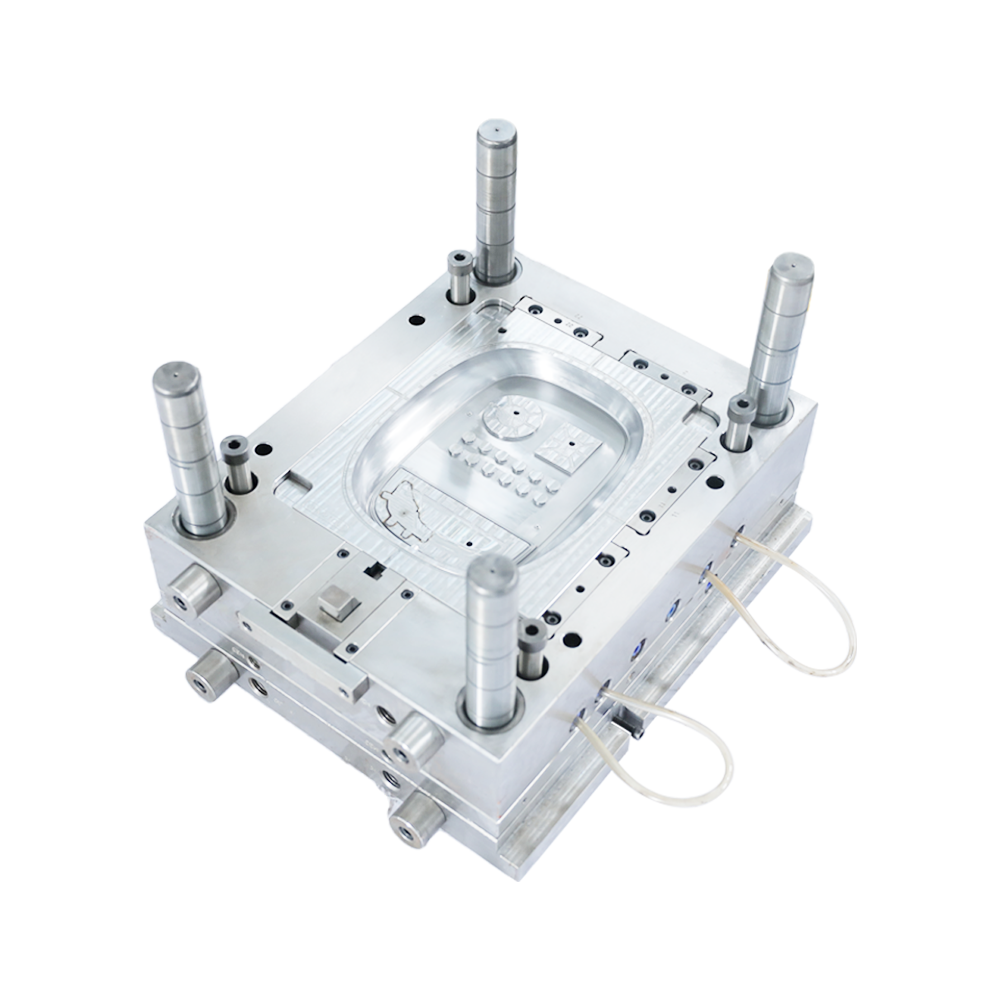
The development, design and manufacture of stamping dies is a complex and cumbersome process. If you want to know what skills are in the development, design and manufacture of stamping dies, the following are some points for your reference.
1. Information from the waste situation
Scrap is essentially the reverse image of the forming hole. When developing, designing and manufacturing stamping dies, we must learn to see problems from the scrap. By checking the scrap, you can tell if the upper and lower die gaps are correct. If the gap is too large, the waste will appear rough and undulating. The larger the gap, the greater the angle the fracture surface makes with the bright band area. If the gap is too small, the scrap will exhibit a small angled fracture surface and a wide bright band area. An ideal scrap should have a reasonable collapse angle and a uniform bright band, which can keep the punching force to a minimum and form a neat round hole with very few burrs. Therefore, in the manufacturing process, learn to see information from the scrap. .
Second, the choice of mold clearance
1. During the development, design and manufacture of stamping die, the clearance of the die is related to the type and thickness of the material being punched. Unreasonable clearance can cause the following problems:
2. If the gap is too large, the burr of the stamped workpiece will be relatively large, and the stamping quality will be poor. If the gap is too small, although the quality of punching is good, the wear of the die is serious, which greatly reduces the service life of the die, and it is easy to cause the breakage of the punch;
3. If the gap is too large or too small, the material will be damaged, which will affect the actual use of the material;
4. Reasonable clearance can prolong the life of the mold, the unloading effect is good, the burr and flanging are reduced, the plate is kept clean, and the hole diameter is consistent without scratching the plate, reducing the degree of damage of the material, and allowing the material to exert its own value.
3. How to improve the service life of the mold
For users, improving the service life of the mold can greatly reduce the stamping cost. The factors that affect the development, design and manufacture of die stamping die are as follows:
1. The type and thickness of the material; 2. Whether a reasonable manufacturing gap is selected; 3. The structure of the mold; 4. Whether the material is well lubricated during stamping; Whether the gaskets in the mold are used reasonably; 7. Whether the mold base of the machine tool has been worn, etc. These are the reasons that need to be paid attention to in the manufacturing process.
 +86-15995701933
+86-15995701933 [email protected]
[email protected]- OEM Plastic Mould Manufacturers