��������
��������
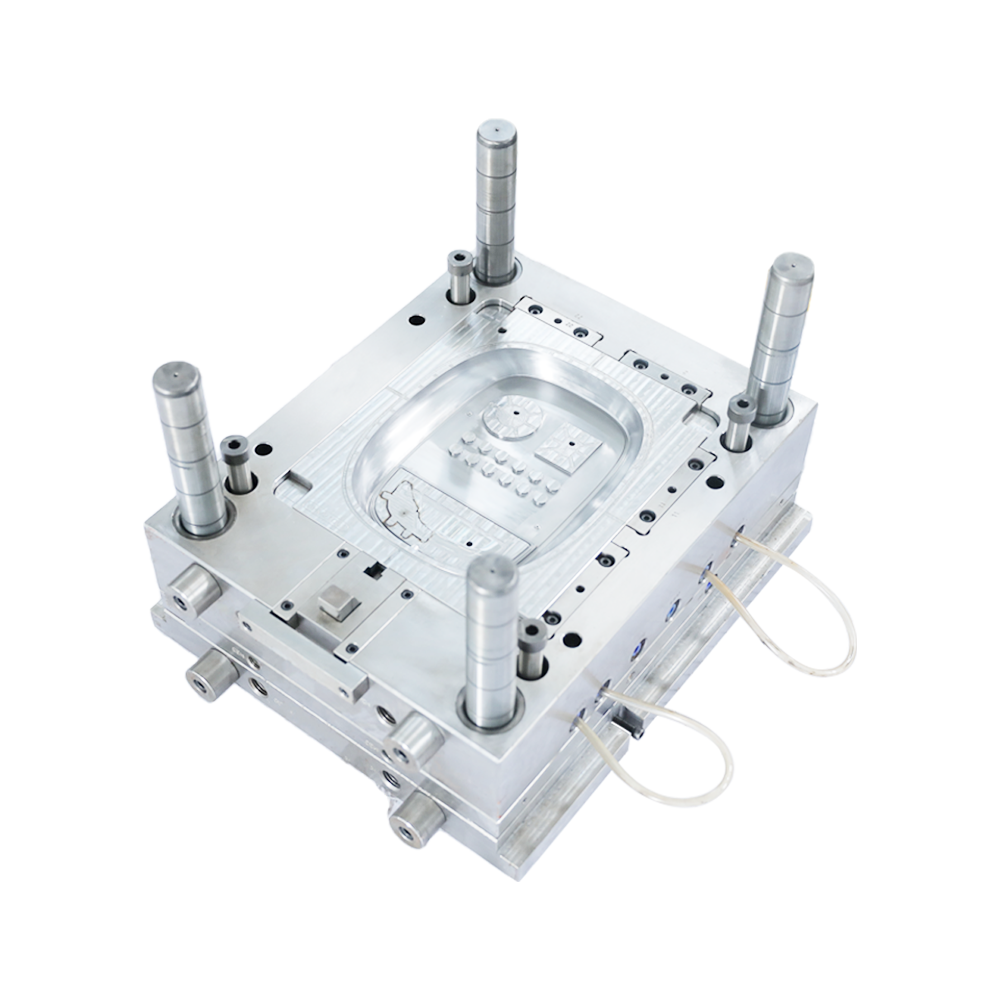
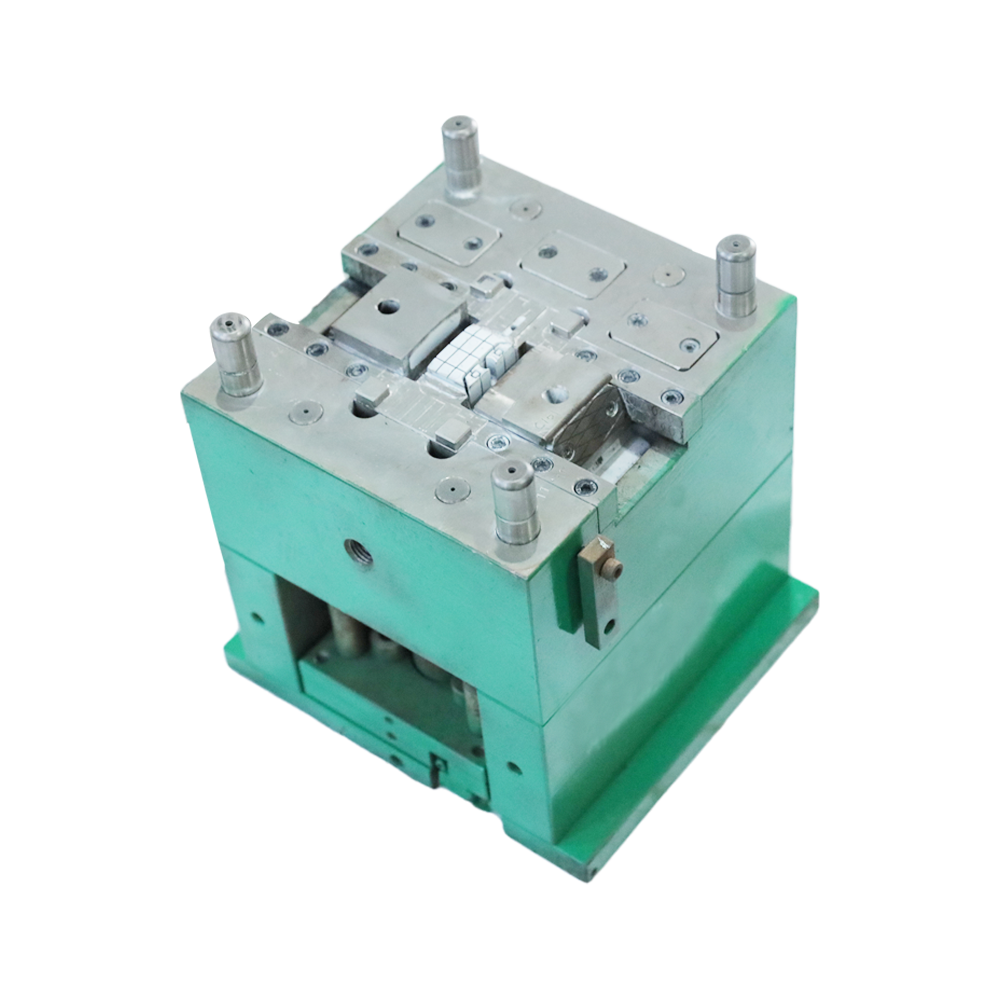
Stamping die is a special process equipment that processes materials (metal or non-metal) into parts (or semi-finished products) in cold stamping, called cold stamping die (commonly known as cold stamping die).
In the stamping die, the stamping die factory uses various metal materials and non-metallic materials, mainly carbon steel, alloy steel, cast iron, cast steel, cemented carbide, low melting point alloy, zinc-based alloy, aluminum bronze, synthetic resin, Polyurethane rubber, plastic, etc.
Materials used to make molds are required to have high hardness, high strength, high wear resistance, appropriate toughness, high hardenability, no deformation (or less deformation) during heat treatment, and resistance to cracking during quenching.
The key to ensure the life of the die is to select the die material reasonably and implement the correct heat treatment process for the stamping die factory.
For molds with different uses, they should be comprehensively considered according to their working conditions, stress conditions, properties of processed materials, production batches and productivity, etc., and focus on the performance of the above requirements, and then make decisions on steel grades and heat treatment. The corresponding selection of the process.
When the production batch of stamping parts is large, die steel with high quality and good wear resistance should be selected as the material of the working parts of the die. For the other process structural parts of the mold and the part materials of the auxiliary structural parts, it should also be improved accordingly. When the batch size is not large, the material performance requirements should be appropriately relaxed to reduce the cost.
When the material to be stamped is hard or has a large deformation resistance, the convex and concave dies of the die should be selected from materials with good wear resistance and high strength. When deep drawing stainless steel, aluminum bronze die can be used because it has better resistance to sticking.
The guide post and guide bush require wear resistance and good toughness, so the surface carburizing and quenching of low carbon steel is mostly used. For another example, the main disadvantage of carbon tool steel is poor hardenability. When the section size of the die parts is large, Its center hardness is still low after quenching, but when working on a press with a large number of strokes, its impact resistance is an advantage.
For fixing plate, stripper plate and other parts, not only must have sufficient strength, but also require small deformation during the working process. In addition, cold and cryogenic treatment, vacuum treatment and surface strengthening can be used to improve the performance of mold parts. For cold extrusion dies with poor working conditions of convex and concave dies, metal dies should choose die steel with good comprehensive mechanical properties such as sufficient hardness, strength, toughness, wear resistance, etc., as well as certain red hardness and thermal fatigue strength, etc. .
The hot and cold processability of the material and the current state of the plant should be considered.
Pay attention to the use of micro-deformation die steel to reduce processing costs.
For molds with special requirements, mold steel with special properties should be developed and used. The selection of mold materials should be determined according to the use conditions of mold parts, so as to select low-cost materials and reduce costs under the premise of meeting the main conditions.
 +86-15995701933
+86-15995701933 [email protected]
[email protected]- OEM Plastic Mould Manufacturers