��������
��������Do you know the template design of the mold?
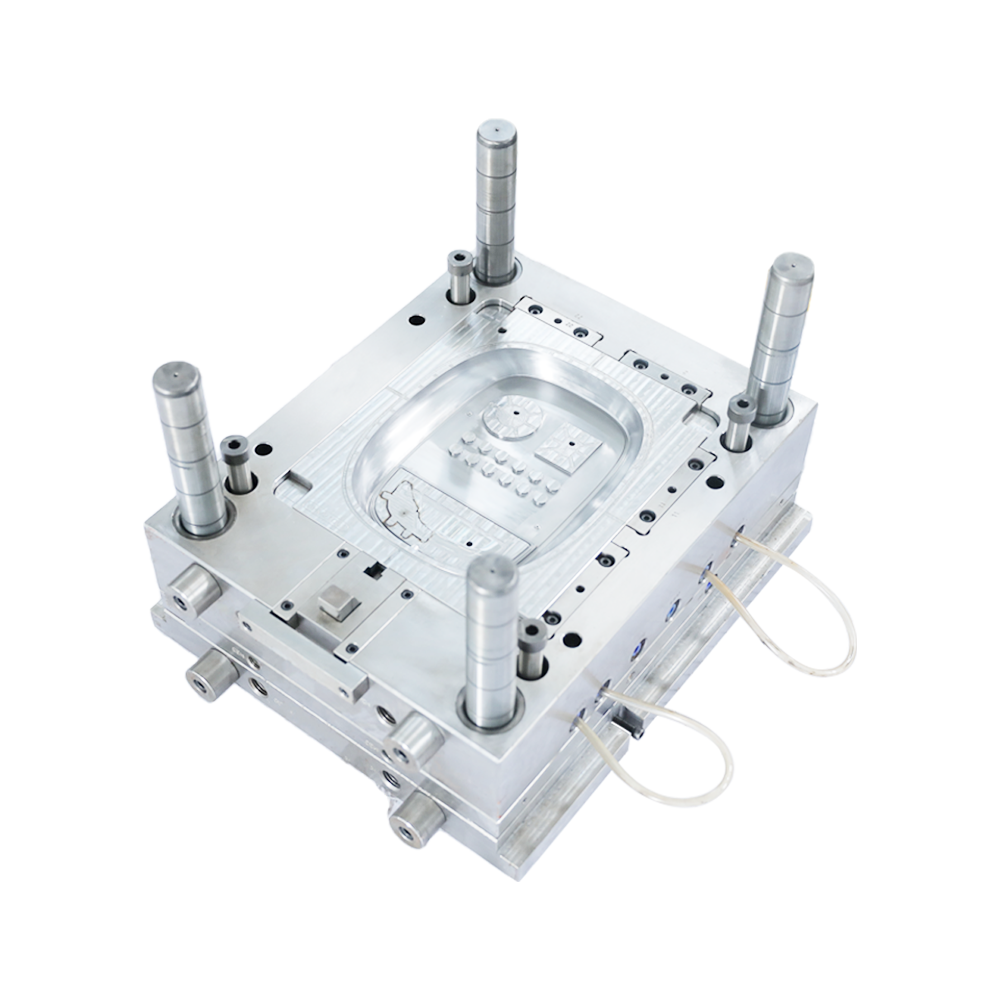
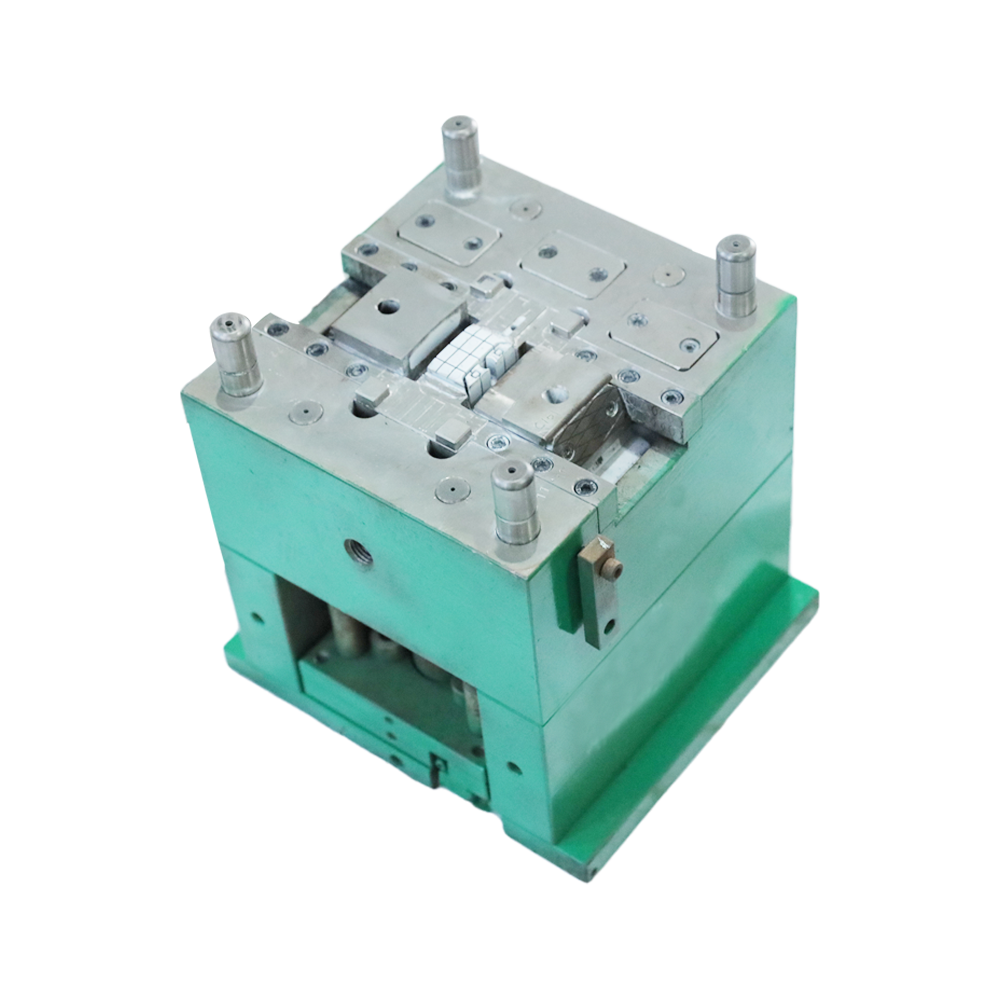
The main templates of continuous molds include punch fixing plate, pressing plate, concave plate, etc. The structural design depends on the accuracy of stamping products, production quantity, processing equipment and processing methods of the mold, and maintenance methods of the mold, etc. There are the following three types Forms: (1) Monolithic, (2) Yoke, (3) Inserted.
1. Monolithic
Monolithic formwork is also known as one-piece construction type, and its processing shape must be closed. The monolithic template is mainly used for the mold with simple structure or low precision. Its processing method is mainly cutting (without heat treatment). The template with heat treatment must be subjected to wire cutting or electrical discharge machining and grinding. When the size of the template is long (continuous mold), two or more pieces of one-piece type will be used together.
2. yoke
The central part of the yoke formwork is grooved to assemble block products. Its structure is based on application requirements, and the groove portion can be formed by other templates. The advantages of this yoke formwork structure are: the groove part is easy to process, the groove part width can be adjusted, and the processing accuracy is good. But low rigidity is its disadvantage.
The design considerations for the yoke formwork are as follows:
(1) The fitting of the yoke plate structure and the block parts adopts the middle or light fitting method. If the strong press fit is adopted, the yoke plate will change.
(2) The yoke plate also has the function of retaining the block parts, and must have sufficient rigidity to withstand the side pressure and surface pressure of the block parts. In addition, in order to make the grooves of the yoke plate and the block parts closely combined, the corners of the grooves are processed for clearance. If the corners of the grooves of the yoke plate cannot be processed for clearance, the block parts must be processed for clearance.
(3) The division of block parts should also consider the internal shape, and the reference plane must be clarified. In order to prevent deformation during stamping, attention should also be paid to the shape of each block-shaped part.
(4) When many pieces of block parts are assembled into the yoke plate, the pitch changes due to the accumulated error of the processing of each block part. The solution is to design the middle block parts in an adjustable way.
(5) The block parts adopt the mold structure of side-by-side combination, because the block parts will be subjected to lateral pressure during punching processing, which will cause gaps between the block parts or cause the block parts to tilt. This phenomenon is an important cause of poor punching such as poor punching dimensions and clogging of punching chips, so adequate countermeasures are required.
(6) The fixing methods of the block parts in the yoke plate are as follows according to their size and shape: A. Fix with locking screws, B. Fix with keys, C. Fix with swivel keys, D. With shoulders Fix, E. The above pressing parts (such as guide plates) are pressed and fixed.
3. Built-in
The circular or square concave parts are processed in the template, and the block parts are embedded in the template. This template is called an embedded structure. This structure has less cumulative machining tolerance, high rigidity, and accurate reproducibility during disassembly and assembly. good. Due to the advantages of easy machining, the machining accuracy is determined by the working machine, and the final adjustment process is less, the insert-type template structure has become the mainstream of precision stamping dies, but its disadvantage is that a high-precision hole processing machine is required.
When the continuous stamping die adopts this template structure, in order to make the template have high rigidity requirements, an empty station is designed. Precautions for the construction of a built-in template are as follows:
(1) Processing of embedded holes: vertical milling machines (or jig milling machines), comprehensive processing machines, jig boring machines, jig grinders, wire-cut electrical discharge machines, etc. are used for the processing of embedded holes in the template. The machining standard for embedding holes, when using a wire-cut electric discharge machine, in order to improve its machining accuracy, two or more wire-cutting processes are performed.
(2) Fixing method of inserts: The determinants of the fixing method of inserts include the accuracy of processing, the ease of assembly and disassembly, and the possibility of adjustment. There are four ways to fix the insert: A. Fix it with screws, B. Fix it with the shoulder, C. Fix it with the toe block, D. The upper part is pressed with a plate. The insert fixing method of the concave formwork also adopts press fit. At this time, the relaxation result caused by the thermal expansion of processing should be avoided. When using the circular die insert to process irregular holes, a rotation prevention method should be designed.
(3) Considerations for the assembly and disassembly of the inserts: The machining accuracy of the inserts and their holes is required to be high for assembly operations. In order to obtain even a slight dimensional error that can be adjusted at the time of assembly, it is advisable to consider solutions in advance. The specific considerations for the processing of inserts are as follows: A. There is a press-in introduction part, B. The spacer is used to adjust the insert The pressed state and correct position of the parts, C. There are holes for pressing out on the bottom surface of the inserts. D. Screws of the same size should be used when locking with screws to facilitate locking and loosening. E. In order to prevent the assembly direction from changing If mistakes are made, fool-proof chamfering should be designed.